Ultrafast lasers hit the spot in medical device manufacturing

New pharmaceuticals, medical procedures, and microprocess technology continue to drive growth in the medical device market. At a compound annual growth rate of 4.5% between 2018 and 2023, that market will swell to almost $410 billion four years from now.1
More than three decades ago, researchers identified several laser-based processes well suited to the medical device manufacturing (MDM) market segment, including precision welding, cutting, and marking.2 Starting in the 1980s and proceeding since then with increasing precision, control, and automation, several laser processes have been scaled up to volume MDM operations. In particular, the advent of lower-cost, robust ultrashort-pulsed (also called ultrafast) lasers has enabled the manufacture of some devices while decreasing the overall manufacturing costs of others.
The most common medical devices fabricated with laser micromachining are used for surgical control, cardiovascular and orthopedic interventions, drug delivery, and general medical or lab use. Among these devices, the cardiovascular and drug delivery devices were the early adopters of laser technology for manufacturing.
And since laser machining became acceptable for MDM, fine laser welding, marking, drilling, and cutting of metals, glass, and polymers has found application in the fabrication of a wide variety of medical devices and instruments, such as creating lab-on-chip features and dark-marked stainless steel (see Fig. 1).
The transition from mechanical or chemical processes to laser machining was primarily driven by the need to create very small precise features at a high yield and lower cost. In the 21st century, laser micromachining has been proven to simplify the overall manufacturing process, particularly by eliminating post-processing steps and reducing overall manufacturing cost for intricate microscale devices such as stents.
Stents: product evolution and laser process innovation
Since their introduction in 1986, stents have transformed the treatment of coronary heart disease. By 1999, stent-based surgeries accounted for 84% of all percutaneous coronary interventions (PCIs).3 Despite this success, during the 1990s it became clear that PCI with bare metal stents showed significant rates of restenosis (re-narrowing of the blocked blood vessel). This drove intensive R&D activities for drug-eluting stents (DES), which were introduced in 2003.
Laser cutting was used in coronary stent fabrication almost from the start. Early stents were made from stainless steel and were relatively large, with feature tolerances as generous as ±25 µm or more.4 Laser cutting with nanosecond pulsed infrared (IR) lasers easily met the accuracy requirements for machining at this level. However, cut edge quality was an issue due to the thermal nature of nanosecond laser ablation, necessitating costly cleaning, deburring, etching, and final polishing to bring the stent’s edge quality to the level and consistency required for implantable devices.
In the early 2000s, stent-based surgeries began to be applied in smaller peripheral blood vessels, driving the adoption of thinner-walled and smaller-diameter tubes with smaller, more complex stent features. In this era, materials changed, too. From stainless steel to nickel-titanium and then to high-strength superalloys such as cobalt-chromium with more challenging fine-feature requirements and need to avoid thermal nature of machining, manufacturers were motivated to explore the use of ultrashort pulse (USP) lasers for stent machining.
Adoption of USP laser technology was further boosted by the migration to drug-eluting and later bioresorbable stent technology. For DES, the metal scaffold is coated with a drug-infused polymer that inhibits cell growth found to lead to restenosis. Unfortunately, the laser-cut heat-affected zone (HAZ) of the polymer layer was unremovable and unacceptable, facilitating the adoption of cold-ablation USP laser technology (see Fig. 2).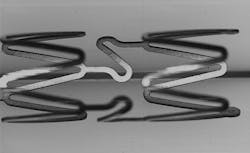
The implementation of USP laser machining in stent manufacturing was further accelerated by third-generation bioresorbable stent (BRS) technology. By the late 2000s, the problem of increased incidence of blood clots forming inside the DES more than a year after insertion drove adoption of stents made from biodegradable polymers that gradually dissolve in the body.
The next advance in stent technology in the 2010s was to replace the metal scaffold with a polymer platform that, along with the drug-infused coating, degrades over time. However, the polymer scaffold has limitations compared to metallic stents, including implantation issues due to the thicker struts and poor outcomes if the stents are used in coronary vessels 2.5 mm or smaller. Current R&D is focused on reducing the strut size from 150 to 99 and even 80 µm.5 If the efforts to improve BRS technology bear fruit, the laser micromachining process will need even greater finesse.
Shorter pulses, better micromachining quality
The past few decades have established that the duration of laser pulses has a dramatic effect on laser micromachining results. When pulse duration is below some tens of picoseconds, the laser-material interaction enters the “cold” or “athermal” ablation regime and machining quality significantly improves.
While the advantages of ultrafast laser-material interaction physics are clear, the commercial viability of USP lasers was not so obvious until relatively recently, when a robust alternative to classic Ti:sapphire gain media emerged. Fiber laser technology provided the key to high-power, high-repetition-rate, reliable industrial USP lasers and their use in micromachining.
Fiber lasers—a key technology
The telecommunications boom of the late 1990s paved the way for dramatic improvements in optical fiber quality, consistency, and lifetime. Over the past 20 years, corresponding performance improvements and price reductions in many optical components and better manufacturing techniques have enabled breakthroughs in stability, compactness, ruggedness, and quality of fiber-based laser sources.
Tolerance to environmental fluctuations, turnkey operation, and high reliability have significantly reduced total cost of ownership for fiber lasers.6 The high conversion efficiency and inherent robustness of doped fibers allows the design of comparatively cheap, compact, and rugged sub-picosecond pulsed lasers well suited to industrial environments.7
Commercial availability of large-core gain media, development of double-clad fibers for efficient laser-diode pumping for power scaling while maintaining single-mode lasing output, and the advent of photonic crystal fibers has opened the door to even more flexibility in fiber parameters.
Femtosecond-pulsed fiber lasers are now reaching for the kilowatt regime with higher repetition rate and have pulse energies of tens of microjoules, greatly expanding materials processing capabilities while retaining the fundamental reliability and performance of fiber-based technology.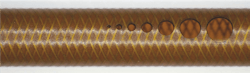
In the medical device manufacturing world, applications have quickly followed advances in USP lasers. Delicate catheter tubes with two layers of polymer sandwiching a braided metal layer can be micromachined with zero HAZ and no burring or material re-deposition (see Fig. 3).
In a recent study, laser micromachining equipment company Blueacre Technology (Dundalk, Ireland) compared a hole drilled in a nylon tube by a nanosecond laser and an NKT Photonics Origami femtosecond laser.8 The femtosecond laser was able to drill a circular hole with repeatability of ±3.5 µm and minimal thermal impact on the bulk nylon material, while the nanosecond laser result showed signs of melting, leading to a nonuniform hole shape with a raised lip (see Fig. 4).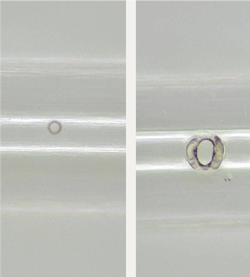
Advancing precision resonator engineering
Optical fiber technology advances are not the only aspect of USP laser design that matters in creating a stable laser micromachining platform; innovations in laser cavity engineering also play a role. Our industrial Origami laser addresses optical alignment stability with our trademarked OptoCAGE technology.
Developed by NKT Photonics, the OptoCAGE resonator design is precision machined out of a solid block of custom-grade aluminum to provide maximum mechanical and thermal stability. Features are machined into the block to support the resonator design, with angles and surfaces precisely set for each optical component. Thermal bridges or other similar features are added to optimize thermal management and optical components are bonded directly to precisely machined surfaces to eliminate mechanical mounts (see Fig. 5).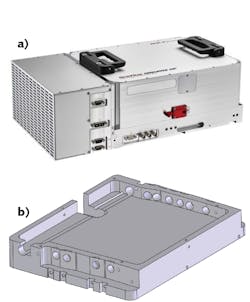
Putting it all together: a system-level view
How do these plusses at the laser translate to benefits at the workpiece? Consider a typical laser micromachining optics train, where a 2-mm-diameter IR laser beam is expanded to 15 mm and then focused using a 100 mm focal-length lens. At the workpiece, this creates a focused spot size of around 10 µm in diameter.
In a typical, moderately sophisticated high-volume MDM facility, temperature fluctuations of ±1.0° to 1.5°C are expected over the course of several production lots. For a total temperature excursion of, say, 2°C, the potential beam-placement shift at the focal plane for a 5 µrad/°C laser beam will be 0.14 µm, whereas for a 25 µrad/°C laser beam, it will be 0.66 µm. Although both values are small fractions of the focused spot size, beam placement accuracy is one component of total process variability that can result in product geometry inconsistencies for delicate structures such as fine stent struts.
Femtosecond laser ablation using a nominal 25 µm spot shows feature size repeatability of ±3.5 µm repeatability, and scaling this to a 10 µm spot suggests an intrinsic process variability in hole size or kerf width of about 1.4 µm (see Fig. 4). Using the same focusing optics, a typical USP femtosecond laser will have a larger (47%) fraction of the length scale that the beam wander due to pointing stability represents, whereas Origami will reduce that value to around 10%.
Looking ahead
Laser micromachining of precision medical devices has greatly advanced from the days of lamp-pumped Nd:YAG lasers. As medical device features have shrunk and new materials have been introduced, the machining quality and control afforded by ultrashort pulse ablation has become more of a necessity than a luxury. Still, it’s important to consider a particular laser’s optical beam stability and repeatability characteristics.
Ideally, the medical device manufacturer, laser supplier, and manufacturing equipment integrator identify the process control requirements for a particular manufacturing process early in the device design cycle. Continued advances in USP fiber lasers will correspondingly pay close attention to not only common attributes such as average power, pulse energy, and beam quality, but also to more nuanced aspects such as beam-pointing stability.
ACKNOWLEDGEMENT
The author would like to acknowledge help and support provided by NKT Photonics colleagues Tara Murphy (applications engineer), Frederik Nielsen (principal applications engineer), and Gabriel Spühler (director of advanced research) in preparation of this manuscript.
REFERENCES
1. See http://bit.ly/lasersref1.
2. F. Bachmann et al., Industrial Laser Solutions, 17, 6 (Jun. 2002).
3. P. W. Serruys, M. J. Kutryk, and A. T. Ong, N. Engl. J. Med., 354, 5, 483–495 (2006).
4. R. Patel, V. Matylitsky, and H. Chui, Industrial Laser Solutions, 26, 1, 25–26 (Jan. 2014).
5. See http://bit.ly/lasersref5.
6. M. Lang et al., Proc. SPIE, 8330, 833007 (2012); doi:10.1117/12.920641.
7. S. Singh, N. Reilly, and C. Guo, Laser Focus World, 52, 8, 35–41 (2016).
8. J. Connolly, Commercial Micro Manufacturing International, 12, 1, 40–46 (Mar. 2019).
About the Author
Rajesh Patel
Independent Consultant
Rajesh Patel, now an independent consultant in laser applications, was with MKS Spectra-Physics from 2006 through 2018, with his most recent role there being Director of Strategic Marketing and Applications Engineering.