NOVEL OPTICAL FIBERS: Draw-tower process creates high-quality FBG arrays
DAVID JOHNSON
The fabrication of fiber Bragg gratings (FBGs) using the draw-tower process dates back almost 20 years. However, because of the significant investment required in the draw tower and associated measurement equipment, the manufacturing process has only recently become viable. This development has resulted in increased industry use of sensors that rely on FBGs in optical fibers.
The telecommunications industry was the first to take advantage of UV photosensitivity in optical fibers to produce the periodic refractive index change that is characteristic of FBGs. Improvements in technology since then have made draw-tower gratings (DTGs) a cost-effective alternative to traditional FBGs. Because DTGs offer enhanced performance, they open up a number of opportunities that may not have been possible using pre-existing FBG products.
In the early 1990s, the first trials using a draw-tower process were undertaken, combining drawing of optical fiber with laser photoinscription of FBGs. The recent upsurge in the technology has been motivated by improved economies of scale, achieved both by producing a large number of gratings and by applying the fiber coating material in a single process. The result is a fiber with high mechanical strength as well as enhanced optical properties.
The process of writing the gratings during the drawing process initially allowed the fabrication of only a single-pulse-exposure standard type I grating with a reflectivity of around 2%. Subsequently, highly reflective type II Bragg gratings were developed; these so-called "damage gratings" can also be produced during the drawing process, either as a single grating or multiple gratings for grating arrays.
The draw-tower process
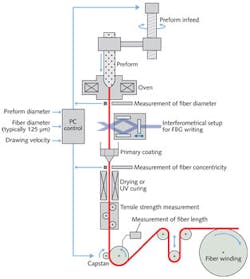
In the draw-tower setup, a glass preform at the top of the tower is heated to 2000°C and then drawn, with the draw speed carefully controlled to accommodate the writing of the FBG using a single-pulse laser and to control the final fiber diameter (see Fig. 1). The Bragg wavelength can be continuously modified via two rotating mirrors used to generate arrays of different Bragg periods. Normally these FBG arrays are designed for the 1550 nm or 830 nm wavelength ranges, although other customized wavelengths are possible.
A computer controls the spatial grating distances and is set up beforehand with the specifications required for the specific production run. Using an advanced motor-control program, it is possible to generate gratings with variable reflection wavelengths and with small spatial grating separations of around 10 mm.
The principle benefit of the draw-tower process is one of mechanical stability, as the coating is applied during the drawing process (after the grating writing) and is not exposed to the damaging effects that arise from the coating removal that is required when writing the gratings post-fiber-drawing. The coating is cured either using a UV light or thermally, depending on the material used.
A comparison can be made of standard telecom fiber and DTG fiber and their respective breaking-force probabilities (see Fig. 2). Despite the DTG fiber having had gratings written, it retains the strength normally associated with telecom fiber due to the draw-tower production process.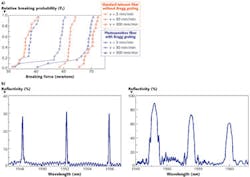
Preference for grating type
Standard FBGs (type I gratings) with a small spectral bandwidth are preferred for the vast majority of sensing applications requiring strain and temperature measurement. The spectrum offered by this type of grating is very symmetrical, which allows the fiber to be used with standard interrogators.
Manufacturing fiber using the draw-tower process enables type I FBG arrays to be produced with a reflectivity of up to 30% for each grating (see Fig. 2b). The versatility of this process is such that it is possible to manufacture several hundred meters of fiber; when producing sensor arrays, the number of DTGs is only limited by the wavelength range. Temperature stability can be offered up to about 200°C.
For higher-temperature or high-reflectivity applications, it is also possible to produce type II gratings by increasing the energy density to that slightly below the damage threshold of the material. These so-called damage gratings have earned this name because they are based on permanent structural changes that occur within the glass material, resulting in a high refractive index. Because this change is both permanent and stable, they are suitable for high temperatures up to 900°C.
To extend the use of DTGs to harsh environments and to reach higher temperatures, alternative coating materials are being tested. The standard organic modified ceramic (ORMOCER) coating as used by FBGS can be used for temperatures ranging from -180° to +200°C. This coating offers excellent adhesion to the fiber glass, which makes it possible to apply DTGs directly to structures without prior removal of the coating material. However, above this temperature, metal-based coatings are generally not suitable for the DTG process due to high drawing speeds (in the range of 100 m/min). A gold-containing coating is currently being developed that is compatible with the draw-tower writing process.
Customized fiber
For some sensing applications, a customized fiber with specific parameters is needed; this can be created using special fiber preforms, allowing the resultant diameter to be tuned. One such example occurs when fiber is embedded within composite structures. To avoid disruption to the laminate structure arising from the photosensitive preforms, very small diameter fiber with a cladding size of 80 μm is used. The resultant DTG achieves a reflectivity of about 20%. Thinner fiber down to 60 μm has also been produced, which is even better suited to embedded applications and is almost invisible to the host material.
A medical-sensing application
The benefits of draw-tower technology are being realized in many different industries, including civil engineering, aerospace, oil and gas, and medical. In the last, fiber is required that contains many gratings with different Bragg wavelengths written within a very small spatial separation.
One such customized medical application that has taken advantage of these benefits is the development of a pressure-sensing system for the human esophagus. A DTG array of 31 sensor gratings that have different wavelengths starting at 815 nm and a 1.3 nm spectral-channel spacing has been produced. The grating length is 6 mm and the spatial grating separation is 10 mm, which results in a sensor chain length of 31 cm—corresponding to the typical length of a human esophagus. Draw-tower gratings are showing good promise in high-resolution manometry (HRM) used to capture peristaltic waves in the human gullet.
Compared to traditional measurements in which sensor spacing is on the order of several centimeters, not only does HRM offer in situ measurements, but the small sensor spacing also prevents errors due to aliasing effects (caused by coarse sensor spacing) and helps to prevent wrong diagnoses and false treatments. Pressure resolution down to 1 mbar has been achieved.
In this application, the DTG sensor array is mounted within a soft polymer tube via an extrusion process. The polymer material is biocompatible and is used as a pressure transducer to transfer the local pressure changes into elongations of the glass fiber. This elongation results in strain and causes a Bragg wavelength shift that can be measured. In this way, it is possible to measure the in vivo dynamic pressure distribution of the human esophagus (see Fig. 3). Compared to existing technologies, the DTG sensor array offers a higher resolution due to the increased number of sensing points, and results in a thinner catheter that is more comfortable for the patient.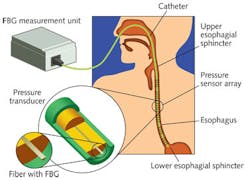
The cost of DTGs in volume is low enough that single-use devices can be developed. While costs of the in vivo sensor might not be on par with existing technologies due to the various additional manufacturing processes required, there are other savings. For example, there is a reduced requirement for sterilization processes because the device is simply disposed of after use. This means reduced demands on staff, lowered reliance on and maintenance of specialized apparatus such as autoclaves, and so on.
Draw-tower grating technology is now finding favor in the most specialized of applications. Higher mechanical strength, improved optical specifications, and narrow grating spacings are offering users greater measurement certainty. The abilities to customize DTG arrays with unique specifications and to easily vary the parameters of the gratings make these arrays highly suitable for different conditions or applications. Small diameters for embedding within composite structures and different coating materials for high-temperature applications give these FBG arrays versatility and the ability to withstand the harshest conditions.
ACKNOWLEDGMENTS
DTG is a trademark of FBGS. ORMOCER is a trademark of Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V.
David Johnson is sales and marketing manager for Europe at FBGS, Germany/Belgium; e-mail: [email protected]; www.fbgs.com.