Automated measurement tool enhances beam consistency
By Lawrence Green
In many original equipment manufacturer (OEM) laser applications, the beam is ultimately focused to a small spot whose dimensions play a critical role in overall system performance. In materials processing for example, spot size and shape determine the characteristics of a cut or surface mark. Consequently, OEMs endeavor to deliver lasers with no detectable differences in unit-to-unit performance, particularly in terms of focusability, because consistency greatly simplifies integration for OEM customers, as well as field replacement, by eliminating the need to optimize and refocus the downstream optics.
M2 Measurement
Beam focusability is best quantified by the parameter M2. A pure Gaussian, TEM00 beam has an M2 value of 1 and can be focused to a diffraction-limited minimum spot size. Beams containing higher order modes have larger M2 values, with a minimum focused spot diameter M2 times greater than the perfect Gaussian beam. Thus, for example, a beam with an M2 value of 2 will produce a minimum focused spot of 4X greater area, resulting in a 4X reduction in intensity, compared to a diffraction-limited beam.
FIGURE 1. In the M2-200 Beam Propagation Analyzer (Spiricon; Logan, UT), a fixed lens focuses the laser beam under test, and a stepper motor moves two mirrors to vary the optical distance between this lens and an imaging camera.
Rigorous M2 determination requires three-dimensional measurements. The laser beam is focused by a well-characterized lens, and the two-dimensional beam profile (x-y cross-section) is measured at different points along the z axis (including at the beam waist and the far field.)
Traditionally, laser manufacturers have performed these measurements manually. The beam width was recorded by a piece of equipment as it was manually stepped between three positions in the focused beam: near field, far field and at the beam waist. This three-point method has several limitations. First, unless the exact location of the beam waist is precisely determined, the M2 measurement will be inaccurate. Second, the measurements were very time consuming, meaning that laser optimization could take hours, which added unnecessary cost to the laser. And lastly, the measurements were subjective, varying between operators, because of the manual method of placing the measurement equipment at the beam waist.
Automated Instrument
More recently the ability to perform automated objective M2 measurement of any CW or pulsed laser has begun to remove these limitations (see Fig. 1). In this automated system an input lens focuses the laser beam and a stepper motor moves two turning mirrors to smoothly vary the distance between the lens and a camera used to record the beam profile. The analyzer is based on a PC platform, allowing for smart, measurements that are easily archived.
Initially, the system software steps the mirrors through multiple locations, recording beam profiles at each position. The software then performs a first estimate of the beam waist z-axis location, using a Gaussian extrapolation. The system then doubles the number of measurements around this critical region, which improves measurement accuracy. The software performs a complete fit on the measured D4s beam widths or widths at each location, in order to derive the final M2 value. D4s is the second moment beam width, which is an inherently more accurate measurement than the traditional 1/e2, because its measurement is independent of beam shape.
Several aspects of this system contribute to increased accuracy. For instance, the measurement could be made by moving the focusing lens while maintaining a fixed laser/camera distance, rather than using a fixed lens and adjusting the optical path length. However, the latter approach is more accurate and generates more consistent results, because a moving lens measurement would sample different points along the original, unfocused beam. Thus, any natural divergence or convergence in the beam could skew the final computed data.
Accuracy is further enhanced by a software calibration method that compensates for camera baseline drift and baseline noise. These background errors could distort the observed intensity at the beam's edges and thereby compromise the estimate of the D4s beam width. The software compensates by automatically setting a true zero baseline for each image capture.
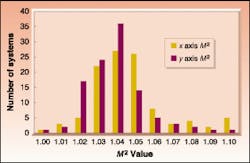
FIGURE 2. This summary of M2 values (measured in both x and y axes) illustrates the tight spread of beam focusability during an extended production run spanning several months. The laser is the Spectra-Physics (Mountain View, CA) model X30S. The standard deviation in M2 is only 0.016.
The software also takes advantage of the multiple z sampling points to perform a true multiparameter hyperbola fit, which is more accurate than the traditional method of fitting three points to an assumed Gaussian profile.
Benefits of speed and automation
Use of the automated system has cut the typical time for M2 measurements to four minutes or less, according to Mark Keirstead, marketing manager of the OEM Business Unit at Spectra-Physics (Mountain View, CA). Advantages of the rapid, automated measurement include reduced measurement cost, increased measurement objectivity and an ability to cost-effectively perform repetitive testing at various stages in the production process. The latter enables identification of potential alignment and mode problems as soon as they are introduced to the laser cavity, not just in the final alignment and test stages, he said. The end result is a high consistency in M2 (see Fig. 2).
Extensive testing with a PC-based system also enables laser manufacturers to document and store a complete history of each laser. Because these measurements conform to the ISO/DIN 11146 standard, this "birth certificate" has significant value for the OEM customer, helping them better meet their own ISO obligations.
LAWRENCE GREEN is the product sales manager at Spiricon, 2600 N. Main, Logan, UT; 84341; e-mail: [email protected].