Laser scanner replaces template and reduces costs
Jud Knittel
Replacing templates for automobile-seat inspection with a laser scanning approach has substantially improved inspection efficiency and overall accuracy at two Lear Corp. plants (Southfield, MI), saving $34,000 on the first project. Lear, a Fortune 200 company, is the world's largest supplier of automotive interiors.
The laser scanning system gives precise x, y, and z locations rather than just the "go/no go" reading provided by the templates. The laser can reach more locations on a seat for measurement, and the new system allows Lear to average the dimensions of multiple seats for a quality-control standard that is more representative than dimensions from a single seat. In the first program on which it was used, the laser scanning system has more than paid for itself by reducing outside scanning, template, and base costs.
Seat inspections using templates
Lear inspects new automobile seats during design for product approval and during manufacturing for quality control. In the past, the inspection was done by comparing a sample seat to a series of contoured plastic templates indicating the original styling guidelines. Typically, about eight templates were needed per seat. Some templates ran vertically along the seat cushion and back while others ran horizontally. The templates were arranged on the inspection stand in a lattice-type arrangement that represented the critical contours of the seat. When a seat was placed next to the latticework of templates, it had to line up to within 6 mm.
A technician checked this by using a wand with a 16-mm ball on one end and a 4-mm ball on the other. As he passed the wand between the seat and the templates, if the 16-mm ball went between them, it indicated that the seat contour was too far away from the ideal. If the 4-mm ball didn't pass through, the seat was too close. This method provided a quick go/no go check of seat contour. If the determination was "no go," the design or production process was revised and another seat was built and inspected.
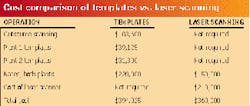
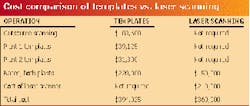
The main drawback to this approach was the cost of producing the templates and the inspection stand. The first step was to produce an actual set of seats that met the approval of the customer's styling department. For some vehicles, such as a Chevrolet Suburban or Blazer with three rows and different seating options, there could be as many as 19 different seat configurations. Each configuration was digitized using a coordinate-measuring machine or laser scanner. The scanning cost of $103,600 covered all the different seat configurations. The surface data obtained by scanning were used to machine the seven or eight plastic templates representing critical seat areas.
The cost of producing one set of templates was $2000, and that cost had to be multiplied by the number of different seat configurations. In addition, duplicate sets of templates were purchased at a cost of $1600/set because the seats are produced and inspected at more than one Lear facility. Total cost for the templates themselves for a seat program with 19 seat configurations was $70,000.
The inspection stand was another significant expense. One stand cost approximately $22,000, and, because of the difference in the bottom contour of the different seats, up to five different stands could be needed. When the seat was being produced at two Lear facilities, 10 stands were needed for a total cost of $220,000.
Optoelectronic approaches
In an attempt to reduce these costs, Lear management investigated several other inspection technologies ranging in price from $40,000 to $248,000. These systems used either laser or white-light scanning techniques to capture the shapes of existing seats. Lear ruled out white-light systems because they were not stable enough for the factory environment, they required highly skilled operators, they were too expensive, and they did not scan in body coordinates. Lear also ruled out the small, inexpensive laser systems because they did not produce enough laser power to scan dark objects, and they were not rugged enough to survive in the plant environment.
Lear eventually chose a three-dimensional (3-D) laser sensor system (ModelMaker; NVision; Dallas, TX) that included an arm or position-sensing device on which the sensor is attached, a PC, and software that extracts, displays, and manipulates the acquired data. The sensor is a single-viewpoint laser-stripe sensor incorporating the illumination and sensing means to capture 3-D data. Laser-stripe sensors project a line of laser light onto the object while a small CCD camera views the line as it appears on the surface, and they are significantly faster than simple laser-point sensors.
A dedicated interface card translates the video image of the line into more than 400 3-D coordinates, allowing for a maximum data-capture rate of 10,000 points per second. The result is a dense cloud of 3-D data that accurately describe the surface of the object.
The 3-D laser system was configured with a commercially available position-sensing mechanism (FaroArm; FARO Technologies Inc.; Lake Mary, FL) that provides seven degrees of freedom, which enabled the scanning system to reach any point on a seat. This capability overcame a limitation of the template process in which inspection was restricted to areas that could be represented by the curved pieces of plastic.
To use the laser scanning system as a seat-inspection device, a user locks the seat into the stand as before. But now that templates are no longer being used, a stand costs $15,000 rather than $22,000 because it does not require the mechanisms that hold templates in place (see table). That represents a savings of $70,000 on a typical order of 10 stands. The user, who needs only minimal training to operate the laser scanner, holds the laser sensor so that a line of laser light appears on the object. The sensor is then moved over the surface of the object and the data produced are rendered and displayed in real time on the PC screen.
Benefits of laser inspections
For manufacturing quality control, scanned data from production seats are not compared to a computer-aided design (CAD) model because CAD geometry is not available. Instead, scanned data are compared with the dimensions of a seat that has received the customer's approval. Because there is no additional cost to scan additional seats, Lear now scans a number of customer-approved seats and averages the data to set manufacturing tolerances and create a CAD nominal model.
Engineers use CADCompare Software (Metris; Rochester Hills, MI) to perform quantitative analysis of the two models and create a detailed inspection report. In this way, if a dimension on one seat is at the outer limit, the readings from the other seats bring it back into line. Also, because seat contours can now be measured accurately, tolerances can be set tighter than the customer's tolerances. As seats are measured, it is possible to detect trends in the measurements that are bringing them toward the error limits. When such a drift is detected, the production process is evaluated to determine the cause. The accuracy of the laser measurements also gives Lear a better overall statistical assessment of the manufacturing process.
JUD KNITTEL is an engineering manager at Lear-GM Truck Group, 1410 E. 14-Mile Rd., Madison Heights, MI 48071; e-mail: [email protected].