Photonics Motion Control: Operational strategies mitigate thermal expansion effects on linear positioning systems
SOFIA MORENO and DAVID GOOSEN
Thermal expansion is the tendency of materials to change in size when heat is added to or removed from a system. For a lead screw-driven linear stage, changes in size and length of components used to drive the motion cause a predictable change in the positioning that show up as errors.
The main impact from thermal expansion is on repeatability—the ability of a device to return to the same location over time. While accuracy is also affected by temperature change, it is less of a concern since an accuracy reduction of several micrometers will usually be overshadowed by other sources of error. For the most precise positioning applications, the effect of thermal expansion on accuracy will require close scrutiny.
Despite the impact that thermal expansion has on motorized linear positioning stages, strategies are available to limit its effects on repeatability. To demonstrate the magnitude of the errors, we tested a sample stage under typical conditions and compared the results after these mitigating steps were taken.
Thermal expansion assumptions
To demonstrate the effect of thermal expansion on the repeatability of a linear stage, we used Zaber Technologies’ X-LSQ150B positioning stage as an example. Though the analysis presented here is specific to this stage, the principles can be applied to any piece of positioning equipment.
For the purposes of our demonstration, we make the assumption that the lead screw is thermally isolated from the rest of the stage components. In addition, we assume that the lead screw only dissipates heat to the outside environment through convection and radiation.
The heat path between the motor and the base of the stage has good thermal conductivity. The motor is bolted tightly to the base, providing good contact pressure. As a result, we do make the assumption that some portion of the heat generated by the motor is transferred to the base.
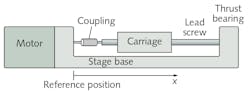
The final assumption is that the thermal expansion of only two components will affect the position of the carriage: the base and the lead screw. These are the two components that create a rigid connection between the “reference position” and the carriage (see Fig. 1).
Using our assumptions, the effect of thermal expansion on each component of the linear stage can be analyzed separately and then combined to understand the full effects on positioning repeatability.
Lead screw thermal expansion
When we zero the stage under stable thermal conditions to the reference position at 20°C, move to a target position of 2 mm, and make a series of moves before returning to the original 2 mm position, the rated repeatability of the stage is specified at <2.5 µm.
The lead screw has a coefficient of thermal expansion of 17.3 × 10-6 m/m°C. It is axially constrained by thrust bearings at the end of the stage, so as the lead screw temperature increases, the carriage position shifts towards the reference position by a distance that is proportional to the length of the lead screw between the carriage and the thrust bearings. For example, if the temperature of the lead screw increased to 25°C (a 5°C increase) when the carriage is 148 mm (0.148 m) away from the thrust bearings, the thermal expansion of the lead screw would cause the actual measured position to decrease by (17.3 × 10-6)(0.148)(5) = 12.8 µm. We should therefore expect the repeatability at the 2 mm target position to be 12.8 µm in addition to the rated 2.5 µm, or 15.3 µm.
If the stage was zeroed following the temperature change, the positional shift of the carriage would be cancelled out. However, the pitch of the lead screw will have increased due to thermal expansion. As a result, the measured position of the carriage at the target position will have increased by an amount proportional to the length of the lead screw between the carriage and the home position: 2 mm. The change in position would then be (17.3 × 10-6)(0.002)(5) = 0.2 µm. Therefore, we should expect the repeatability to be 0.2 µm in addition to the rated 2.5 µm, or 2.7 µm.
If we consider a target location that is closer to the thrust bearings than the reference position, the repeatability following a lead screw temperature change would actually get worse if the stage was zeroed at the reference position. We can see that the location of the target position, as well as the calibration procedures, have a considerable effect on the repeatability of the stage under changing thermal conditions.
Stage base thermal expansion
Most of Zaber’s linear stages use an extruded aluminum base with a coefficient of linear thermal expansion of about 22.2 × 10-6 m/m°C. The length of the base of the sample stage is 220 mm, so a 5°C temperature rise will lengthen the base by (22.2 × 10-6)(0.220)(5) = 24 µm.
This expansion causes the thrust bearings to move further from the reference position of the carriage and reduces the repeatability by 24 µm. The change in measured position is not dependent on the position of the carriage, only the length and temperature change of the base. If the stage is zeroed following the temperature rise, the change in length of the base will be cancelled out, and the repeatability of the stage will return to the rated 2.5 µm.
Combined repeatability effects
Since we assumed the lead screw and the base of the stage are thermally independent, we can determine the combined change in position by addition. The lead screw expansion has shifted the position -12.8 µm, while the base expansion has shifted it +24 µm. The combined effect is a shift of +11.2 µm away from the reference position. Therefore, raising the temperature of the lead screw and the base by 5°C causes the positioning repeatability to drop by 11.2 µm for this example.
For linear stages that are stepper motor-driven and use a lead screw, there are three main heat sources: lead screw and lead nut friction; motor winding ohmic losses; and external heat sources. Depending on the bearing system, there may be additional heat sources.
Thermal expansion mitigation scenarios
To quantify thermal expansion effects, we conducted an experiment that follows a series of identical steps under different system calibration and operational scenarios. In the experimental setup, we use our X-LSQ150B linear stage mounted to an aluminum breadboard and thermocouples to monitor the temperature of the motor housing and the base of the stage. The carriage position was measured using a Heidenhain (Traunreut, Germany) MT1271 length gauge with a resolution of 0.05 µm.
Moving the stage at a speed of 24 mm/s, the following five steps were followed: 1) move the stage carriage forward until it just contacts the probe of the gauge; 2) set the position of both the stage and the gauge to 0; 3) move the stage to a target position of 10 mm and record the measured position of the gauge; 4) move the stage back to a target position of 0 and again record the measured position of the gauge; and 5) repeat steps 3 through 4 until the measured position error has stabilized.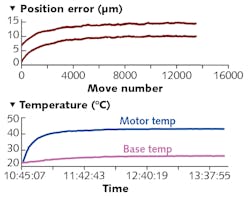
Using these steps, we used four different heating scenarios and quantified the thermal expansion on position repeatability for the 0 and 10 mm target locations: a base test that ignores thermal expansion entirely, pre-heating the motor before testing, reducing the duty cycle without pre-heating, and combining the latter two scenarios—both pre-heating and reducing duty cycle.
The base test shows how repeatability changes if thermal expansion is not considered. With a 55% duty cycle and with the stage starting at ambient temperature, the measured positions drift by about 11 µm over the first 90 minutes before stabilizing (see Fig. 2).
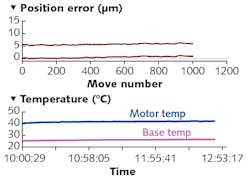
In a second scenario, the motor hold current is increased to the value of the running current and left idle for two hours. When the motor and base temperatures stabilize, the test begins. Here, the measured position at the 0 mm target changed by 2 µm, and the measured position at the 10 mm target changed by 3 µm—an improvement over the first test (see Fig. 3).
When the stage started moving, the friction from the lead nut heats the lead screw, causing it to lengthen and increase its effective pitch. The measured position at the 0 mm target is affected by both the base and the lead screw expansion, which shift the carriage position in opposite directions. Positioning repeatability is not affected by the increase in pitch because the error introduced by the pitch change during the first move is canceled out during the second move.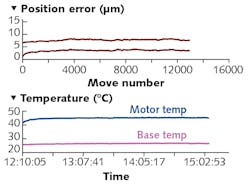
At the 10 mm target, the measured position is affected by the base, the lead screw, and the increasing pitch of the lead screw. Since the pitch change also results in a positive shift, the 10 mm target sees a greater net change in measured position.
The third scenario focuses on reducing the heat generated during operation. To do this, the duty cycle is reduced to 4.5% by adding a pause and turning off the hold current between the moves. With the stage starting at ambient temperature and duty cycle decreased, the repeatability is reduced to 2 µm (see Fig. 4). Since the repeatability at both target positions is the same, the lead screw pitch change is insignificant.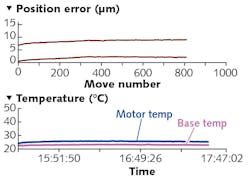
Given the analysis and test results, we better understand how thermal expansion can impact precision positioning applications that use motorized, lead screw-driven stages—particularly, the repeatability is impacted. In this experiment, the repeatability shifted by as much as 11 µm over a short time period as components expanded when we didn’t mitigate the effects of the thermal expansion. By using different operational strategies to establish thermal equilibrium prior to the start of the experiment and minimize temperature changes during the test, repeatability values as low as 1 µm were achieved.
Although these experiments used a Zaber stage, all linear positioning systems can benefit by controlling lead-screw friction and motor ohmic losses to minimize the rate of heat generation within the stage and dramatically improve positioning repeatability.
Sofia Moreno is an applications specialist and David Goosen is a mechanical designer, both at Zaber Technologies, N. Vancouver, BC, Canada; e-mail: [email protected]; www.zaber.com.