Graphite fiber strengthens lightweight mirrors
Peter C. Chen and Robert C. Romeo
Composites based on graphite fibers allow large-aperture mirrors to be made extremely lightweight, while maintaining rigidity and strength. Applications include large telescopes.A large spherical composite mirror array was made for a high-energy physics experiment in Hamburg, Germany. The total collecting area of the array is 5 m2, while the areal density is 6 kg/m2. The unit has operated successfully for more than two years. A single 0.9-m spherical mandrel was used to make all 16 segments. (Photo courtesy of Composite Mirror Applications)
Developed with many years of support from NASA and industry and now ready for market, graphite-fiber composite mirror (GFCM) optical technology is taking on real-world applications. Graphite-fiber composite mirrors have extremely low areal density (weight-to-area ratio), high stability, high performance, large apertures, and can be made at an affordable cost. Applications include industrial and scientific imaging, large-area light-collecting devices, ground-based telescopes from modest (centimeter) to very large (several-meter) sizes, optical and infrared space telescopes, space solar power, active optics, and adaptive optics.
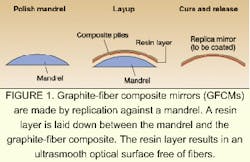
Graphite-fiber composite mirrors are fabricated by precision optical replication using high-modulus graphite-fiber-reinforced composite materials (see Fig. 1). Fabrication starts with a tool or mold that is shaped complementary to the desired figure. Layers of resin-impregnated fiber (termed "prepreg") are laid up on the tool. The prepregs are unidirectional; that is, all the fibers are aligned in the same orientation. To impart isotropy (or more realistically, quasi-isotropy) to the finished product, it is customary to use many plies and to alternate the orientation of successive layers. The prepregs are cured on the tool by heat and pressure. The composite laminate is very stiff after curing and retains the shape of the tool even after separation (tool release). It is then vacuum-coated with a reflective film to make a mirror.
A process has been developed that incorporates a very thin layer of resin at the top surface. The resin layer eliminates fiber print-through and imparts an extremely smooth texture to the surface. Because the resin is the same as that binding the fibers in the composite laminate substrate, there is excellent adhesion between substrate and optical surface.
The type of composite materials used to make GFCMs depends on the application. For space projects requiring the utmost stability, low weight, high radiation resistance, and vacuum and cryogenic operation, graphite cyanate ester is the preferred material. For ground-based applications where material cost is an important factor, graphite epoxy is the material of choice.
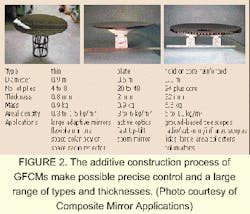
Graphite-fiber composite mirrors can be made either extremely thin and flexible or very thick and rigid, depending on the application (see Fig. 2). Fiber composite mirrors have been made as thin as 0.1 mm and as thick as 5 cm. This 500:1 range is possible because the fabrication process is additive, (in which successive layers of prepreg materials are added to the mandrel), rather than the traditional subtractive process of grinding and polishing. The physical characteristics of composite mirrors can therefore be tailored to a specific application, as will be shown later.
As many as 50 to 100 replications can be made using a single mandrel. This permits rapid and economical production of multiple units with high uniformity in radius and optical performance. It is practical and economically feasible, for example, to make many mirror segments for a future extremely large telescope (25 to 50 m in size) using a handful of 2- or 3-m mandrels.
And finally, the size of composite mirrors are not limited by the size of raw materials or processing facilities. Composite materials have a very wide industrial base (aerospace, automotive, and so on). Graphite cyanate and graphite epoxy prepregs are available in lengths up to several kilometers. The combination of low cost, large area, and adjustable characteristics make GFCMs suitable for a very wide range of optical applications.
Optical quality
Surfaces with microroughness as low as 0.7 nm root-mean-square (rms) have been achieved in composite mirrors using a supersmooth 5-cm flat mandrel. Two-nanometer rms smoothness is routinely achieved with polished glass mandrels. Work is in progress to make supersmooth (0.2-nm rms) mirrors. In general, the fabrication process can replicate the surface texture of a mandrel to within ±10% variation.1, 2
Optical figures of better than 0.1 λ at 632.8 nm are routinely achieved at the present stage of development; for example, a sample 15-cm f/6 replica mirror achieves a figure of 0.087 l rms (peak-to-valley of 0.356 λ). Attaining this level of performance has involved many years of hard work, primarily because fiber composite laminate materials are neither homogeneous nor isotropic. Many new techniques had to be developed to obtain stable and optically precise surfaces. The 0.1-λ rms accuracy, while not yet optically perfect, is more than adequate for a wide range of applications for which diffraction-limited performance at visible wavelengths are not required. Examples of current applications include commercial imaging and display systems, flight simulators for pilot training, light collectors for scientific research, and infrared, submillimeter, and radio telescopes. Work is progressing rapidly on attaining as good as λ/35 rms or λ/8 peak-to-valley figure errors at optical wavelengths. It is expected that, with improvements in material and fabrication process and new techniques under development, composite mirrors will be able to meet the most demanding optical specifications in the very near future.
Larger-sized mirrors
Courtesy of the NASA Marshall Space Flight Center, a precision 50-cm convex spherical mandrel was obtained via a loan for technology development. A hexagonal mirror with composite core reinforcement was made with it (see Fig. 3). The mirror weighs 1.1 kg and has an areal density of 6.8 kg/m2. To the best of the authors' knowledge, this is the lightest optical mirror ever made at this aperture size. Three Ronchigrams taken with a point source at the center of curvature of the mirror show the figure quality to be excellent. Closer examination of the Ronchigrams shows some imperfections in the form of a criss-crossing diamond pattern over the surface. These are most visible over the dark fringes. They are evidence of some core print-through caused by the shrinkage in the adhesive bonding the core to the facesheet. After some fine-tuning of the fabrication process, core print-through was eliminated on several 15-cm mirrors. An additional number of 0.5-m composite mirrors are currently being fabricated using the revised process.

FIGURE 3. A 0.5-m f/1.9 hexagonal GFCM made using a precision spherical mandrel weighs 1.1 kg (left). The curved lines are reflections of a venetian blind in the background. Ronchigrams at three different resolutions (50, 100, and 200 lines per inch) show straight fringes throughout, including at the corners (bottom). There is some core print-through as seen in the fuzziness of the dark lines at 100 and 200 lines per inch resolutions. (Photo courtesy of Composite Mirror Applications)
Three experimental telescopes have been built with 15-cm f/6 and 50-cm f/1.9 composite mirrors. The spherical 50-cm telescope incorporates a 26-cm diameter aperture mask at the center of curvature to reduce spherical aberration. This is known as a lensless Schmidt configuration. The telescope is being used to observe occultations of stars by the Moon and asteroids.
Goddard Space Flight Center scientists are collaborating with colleagues at the Laser and Optics Research Center, US Air Force Academy (Colorado Springs, CO) to investigate a new application.3 The idea is to make space telescopes that are very large, lightweight, and optically perfect, but low in cost. The telescope mirrors in this case do not need to be perfect. As long as the optic is stable, figure errors can be eliminated by using a prerecorded hologram. A 0.9-m-core reinforced composite mirror (5.8 kg mass, 9.2 kg/m2 areal density) was loaned to the center for the investigation. The experiment was a success: the resulting Airy disk image demonstrated that the holographic setup was able to achieve diffraction-limited performance at the laser wavelength. Holographically corrected telescopes are suited for lidar, space communications, optical collimators, laser-guide-star generation, and other monochromatic applications.
Future very large telescopes
Future ground- and space-based telescopes will require primary mirrors in the range of 10 to 100 m. Monolithic mirrors this large are impractical to fabricate and transport. Rather, scientists generally agree that future large telescopes will have primaries that are made up of many smaller segments. Large paraboloidal or hyperboloidal mirrors will be made with segments arranged in rings around the center. The individual segments within each ring are identical; therefore, there are only a small number of basic shapes needed to build up the mirror. For the ultimate in economy and large size, many scientists have proposed that all the segments be made identical. In other words, the primary mirror would be spherical.4, 5
Composite mirror technology excels in this type of application (see photo, p. 193). A large telescope with hundreds or thousands of segments can be produced using only a handful of mandrels. The precision optical replication process is well-suited to the production of multiple units with high uniformity, low weight, low per-unit cost, and short production times. More than 50 mirrors can be made using a single mandrel. Unlike conventional grinding and polishing, all the segments replicated from a mandrel will have the same radius of curvature to a high degree of accuracya very important consideration if all segments are to be phased to within a fraction of the wavelength of light.
New applications
Graphite-fiber composite mirror technology makes possible many new applications that are either not possible or not cost effective by other means. Composite Mirror Applications is currently working with partners in industry, major universities in the US and abroad, and government laboratories to develop a variety of new concepts. Some examples are: arrays of more than 10 identical telescopes for coordinated sky observing; 10- to 20-m segmented mirror telescopes with adaptive segments for research, communication, and energy transmission; fast-slewing telescopes for target tracking; fast tip-tilt secondary mirrors; portable meter-class telescopes for professional and amateur astronomy; portable or mobile surveillance systems; and variable-shape mirrors. Graphite-fiber composite mirror technology will likely have a major impact on the future development of space telescopes, ground-based telescope, and general optics.
ACKNOWLEDGMENTS
The authors thank H. Hasan (NASA HQ) for support and encouragement. They also thank J. Breckinridge, J. Signorelli (NASA JPL) and A. Meinel for encouragement and helpful discussions. A special note of gratitude goes to J. Bilbro, S. Smith and J. Ritter (NASA MSFC) for the loan of a precision 0.5-m mandrel to GSFC for technology development.
Development of precision composite mirrors at GSFC for space applications is funded by NASA HQ under the following programs: NRA-97-OSS-01 Modeling and Testing of Lightweight Composite Telescopes, S.G. Neff (PI, NASA GSFC), P. C. Chen, R. Romeo (CMA), C. W. Bowers, K. Segal (NASA GSFC)
CETDP Program for Ultra Lightweight Structures and Space Observatories, Large Lightweight Mirror Technology for use at Visible and Near-IR Wavelengths, S. G. Neff (PI, NASA GSFC), P. C. Chen (CMA), C. W. Bowers, R. A. M. Keski-Kuha, K. Segal, J. B. Abshire, and D. Chesters (NASA GSFC).
REFERENCES
- P. C. Chen, C. W. Bowers, D. A. Content, M. Marzouk, and R. C. Romeo, Opt. Eng., 39(9), 2320 (2000).
- P. C. Chen, T. T. Saha, A. M. Smith, and R. Romeo
PETER C. CHEN is a vice president and ROBERT C. ROMEO is president of Composite Mirror Applications Inc., Tucson, AZ. Peter Chen's address is Code 681, NASA Goddard Space Flight Center, Greenbelt, MD 20771; e-mail: [email protected].