Optical Fabrication Materials: New MRF fluid focuses in on 1 Å roughness

CHRIS HOYNG
Magnetorheological finishing (MRF) is an advanced optical finishing process combining a specialized polishing slurry, precision equipment, and computer control. It utilizes a subaperture polishing tool whose removal function is generated by the interaction of a magnetic field and an iron-based magnetorheological fluid containing abrasive particles (see Fig. 1).
Because the polishing tool is fluid-based, it conforms to the shape of the surface being polished. This process provides a deterministic approach to alter part shape (figure) and surface quality (roughness). The machine and software offer a number of process variables that influence cycle time and surface quality. Processing options in conjunction with fluid type and viscosity settings allow the operator to adjust material-removal rates. While the removal rate and resulting cycle time can be tuned, roughness is generally bounded by fluid selection. An important consideration is that QED Technologies' subaperture polishing machines produce optics in which roughness is independent of part geometry (see Fig. 2).
Existing polishing methods that produce 1–2 Å roughness using full-aperture tools are not always an option for more-complex geometries. A subaperture computer-numerical-control (CNC)-based process generates the same roughness on flats, spheres, cylinders, aspheres, and even freeform optics. But while part geometry does not impose constraints on the use of MRF for superior-surface-quality applications, the absence of the right magnetorheological (MR) fluid can.
Markets for ultralow surfaces
Existing markets place challenging demands on figure and roughness specifications. Lower roughness correlates to increased laser damage thresholds and lower stray light scatter in optical systems. Markets that place an emphasis on this performance include high-power laser applications, toroidal x-ray mirrors, and deep-UV/extreme-UV (DUV/EUV) optics.
Customers in these markets use a variety of processes to meet their requirements. Current process options can present challenges to attain both roughness and figure specifications, as existing processes can compromise one attribute while optimizing the other. MRF is among the preferred processes to achieve figure, but until recently has not been considered for attaining ultralow roughness, as the typical performance threshold was in the 3–4 Å range. To be a candidate in the world of ultralow-roughness optics finishing, a fluid with a threefold improvement in roughness is required.
Fluid design and performance results
QED's design objective was to develop a cerium-based fluid that achieved or approached 1 Å roughness. In general, an MR polishing fluid is made up of four main constituents: water, magnetic particles, abrasive, and chemical additives. The new fluid, called C30, was designed to optimize the interaction of these factors to achieve product design targets.
While superior roughness was the primary factor that motivated design selections, many other critical characteristics played a role. For example, fluid stability is a "must have" requirement. Stability, as a fluid design objective, has a number of implications. First, the fluid must have a useful lifetime of three weeks. Because iron and water systems tend to encourage corrosion, the selection of chemicals and additives had to deter that reaction or the game was lost.
Second, material-removal rate must be predictable over the life of the fluid. In the MRF process, removal rate is characterized on a regular basis over time. The process is tolerant to normal removal-rate variation, but removal-rate changes over a single shift or a consistent increase or decay over days would not be acceptable.
Finally, roughness achieved at the end of fluid life must be equivalent to the initial performance on day one.
For development and validation, selection of a measurement system that could resolve responses in the 1 Å range was needed. Historically, QED has described the roughness capability of our MR fluids using a white-light interferometer; however, this instrument loses the ability to discriminate in the 1 Å area of interest.
To provide roughness measurements at the target level, an atomic-force microscope (AFM) model D3100 made by Bruker (Billerica, MA) was used. During our initial assessment of the measurement system and throughout the product validation, we found that surface preparation of the sample optic was critical to achieving a credible response. As it turns out, measuring near the 1 Å level is not a trivial exercise. The challenge was to clear the surface of extraneous particles without introducing forces that would alter surface quality.
The fact that the AFM response is influenced by instrument settings and surface preparation reinforced our decision to conduct customer trials; doing this would allow us to corroborate internal data with customer results from independent measurement systems.
Figure 3 shows typical roughness results for polishing of fused silica as measured by both white-light interferometer and AFM instruments. In the first column, the sample was conventionally polished, resulting in roughness measurements in the 0.5 to 1 nm range. While the surface looks random in the white-light interferometer data, the AFM measurement revealed fine scratches left over from the polishing process.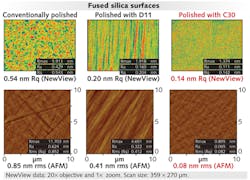
The same surface was then polished with D11, out most aggressive diamond-based MR fluid. In this case, the roughness was improved by a factor of two and the fine scratches were removed, but a characteristic flow signature was imparted to the surface.
Finally, the surface was polished with the new C30 MR fluid. The resulting roughness was in the 1 Å range, with minimal surface structure evident in the data. This 1–2 Å roughness result was characteristic of the surface quality obtained throughout the fluid life and over a wide variety of machine types and wheel sizes.
Customer performance results
As part of our commercialization process for C30, QED invited a number of customers to conduct product trials prior to full-scale production. This beta testing provided the ability to validate internal test results and generate performance responses over a broad range of operating environments. To be a candidate for this trial, a customer needed to be excited about ultralow roughness opportunities and needed to own or have access to an AFM as well. QED extends our thanks to all customers that participated; two have generously agreed to share their feedback for this publication.
Photop Optics (Fuzhou, China) supplies micro-optics and bulk optics for telecommunications, display, laser, and consumer products. Photop, a division of II-VI Incorporated (Saxonburg, PA), evaluated C30 on an MRF machine (model Q22-Y). Photop observed that C30 provided ultra low roughness on a wide variety of optical glasses. They also noted that there was little relationship between roughness and removal amount. In other words, C30 could be used as a final "kiss" polish following more aggressive removal using standard MR fluids.
Fraunhofer IOF (Jena, Germany) conducts application-oriented research in the field of optical systems engineering on behalf of its clients in industry and within publicly-funded collaborative projects. Fraunhofer IOF tested C30 on an MRF machine (model Q22-950F). The testers at Fraunhofer IOF observed that C30 was very stable during the 2–3 weeks of normal usage on their machine. The removal rate and roughness obtained was independent of the age of the fluid, validating our initial design criteria. They achieved roughness in the 2 Å range or less, and noted that varying the machine and fluid parameters may help to improve the final roughness even more.
In summary, the development of the new C30 MR fluid opens up new possibilities for precision optics manufacturers. For the first time, ultralow-roughness surfaces in the 1–2 Å range can be achieved on a wide variety of optical materials using an industry-proven deterministic polishing process. This fluid is compatible with both new and existing MRF machines and can be applied to any surface geometry currently compatible with MRF, including aspheres and complex freeform shapes. The new fluid has been independently tested by several users, confirming the initial performance objectives and design criteria.
Chris Hoyng is manufacturing and quality manager at QED Technologies, Rochester, NY; email: [email protected]; www.qedmrf.com.