Flat Optics: Tips on specifying and using flat laser optics
MICHAEL NASELARIS
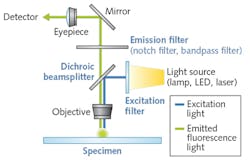
Flat optics are an essential part of most laser systems and laser-based instruments (see Fig. 1). Rather than modifying the geometry of a laser beam, flat optics can modify other properties such as direction or spectral content, or can simply provide a physical barrier to contaminants. Some of the most-popular wavelengths for flat laser optics in the UV to the near-infrared (near-IR) spectral region include 266, 355, 405, 488, 532, 461, 633, 785, 980, 1064, and 1550 nm.
Laser optics are made from a variety of materials, with the material best determined by the wavelength of use. Laser optics used in deep-ultraviolet (DUV) applications tend to use calcium fluoride (CaF2) whereas high-quality fused silica is used in longer-wave UV laser applications. In the visible, both fused silica and BK7 are primary material choices—in addition, Schott Borofloat is now widely used for applications at lower fluence levels because of its cost-effectiveness. Fused silica is an ideal choice for a laser-optics material since it has high homogeneity, few inclusions and bubbles, and good spectral properties.
Based upon the intended use of the optical product, either transmitted or reflected wavefront may be more important. Transmitted wavefront is a critical specification for windows and filters—in these cases, minimizing the reflected wavefront error does not aid in the performance of these optics and unnecessarily increases cost.
Reflected wavefront, on the other hand, is critical in the performance of optics such as beamsplitters and mirrors. Stress caused by the deposition of a coating can deform optics, which will influence reflected wavefront error. Having a low-enough aspect ratio (diameter to thickness) is critical to achieving optimal reflected wavefront measurements. Higher-performance optics tend to have specifications of <0.1 wave/in. prior to coating.
Parallelism is often critical for high resolution, low pixel shift, and good alignment for beamsplitters, filters, and windows. For the most part, if an exceptional transmitted wavefront is achieved, high parallelism is achieved as well. Processing optics on double-sided polishers can yield exceptional parallelism to subarcsecond figures. It should be noted that in some window applications, an intentional wedge is introduced in the optic to prevent stray back-reflections.
Surface roughness
No optic is perfect. Even optics that are superpolished to a very low surface roughness are considered to have many defects below the surface of the optic. Surface defects are a major source of defects in laser optics, especially at shorter wavelengths and at nanosecond pulse durations. They can cause scatter and degrade the quality of the beam, which in turn can result in laser-damage sites on the optics' surface.
Reducing surface roughness, on the other hand, plays a significant role in lowering scatter and increasing the system performance. Normal laser optics have a surface roughness of around 3 to 5 å, with superpolished optics having roughness levels below 1 å.
With improved cosmetics comes improved longevity in performance. Scratch-dig specifications for laser optics tend to be on the tightest of all optics, starting around 20-10 and going down to 5-1. Grinding and polishing processes are the primary causes of scratch-dig defects. These processes can be optimized to allow for the best performance of the optics. Although not indicated on most prints or specification documents, the stock-removal recipe used in optical finishing processes greatly influences successful achievement of the specifications and thus the part performance. The importance of removing sufficient material in each processing step is vital to removing the damage incurred in the previous processing step, and thus the potential for laser damage (see Fig. 2). This starts at the grinding step, progresses to the fine-grinding step, and then continues on to the polishing and even post-polishing steps.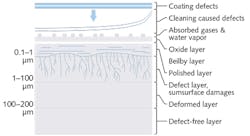

This determination is typically generated through measurement and requires certain parameters including laser wavelength, beam size, pulse duration, repetition rate, and pulse format. Generally, uncoated bulk material can withstand greater laser fluence or irradiance than the same optic after coating. Laser damage can occur on the surface of the optic or within the bulk materials or optical coating, or a combination thereof. LIDT values range from one to hundreds of J/cm2, with the greatest number of applications falling under 10 J/cm2.
Generally, with higher fluence comes a greater probability that laser damage sites will develop (see Fig. 3). The best method to determine the LIDT of optics manufactured and coated in specific manners is to have them tested in a procedure that continuously escalates the fluence levels until a designated number of damage sites are observed. Performing such testing can give insight into where the laser damage defects are appearing so as to determine the best course of action for improving the optics' performance.
The optics' environment and application also play a role in LIDT performance. Whether the optic is used in air or vacuum environments or cold or hot temperatures can influence the LIDT, as laser damage occurs differently in each environment. In many cases, laser optics are specified below the actual measured LIDT.
Cleanliness, or the lack of contamination, is also significant to the success of laser optics and the coatings that are applied to them. Small debris, residue, and foreign contamination can cause laser damage, as these sites absorb or scatter laser energy. The cleaner the parts are before coating, the higher the coating performance and longevity of these optics.
There are differences in opinion as to which cleaning methods are best to use. The most commonly used methods involve using clean nitrogen to blow off loose contamination, dragging the optics on wet optical-grade cleaning wipes, hand-wiping, soaking in a high temperature bath, and ultrasonic cleaning. Often, a combination of cleaning methods is used. Because of the varied nature of these cleaning processes, numerous companies consider their cleaning processes proprietary.
Coating methods
The most-used optical-coating methods for laser optics involve electron-beam evaporation (e-beam), plasma deposition of hard coatings, and ion-beam sputtering (IBS), with the last two technologies relying on technological advances developed for telecom applications.
Compared to conventional evaporated coatings, hard coatings have improved surface quality, fully dense coating layers with lower absorption, exceptionally low scatter, and high mechanical and environmental durability, to name a few (see table). Using this technology, some coating companies target creation of higher-laser-energy optics, while others go for achieving optimal control of spectral performance. In some cases, plasma-deposited hard coatings can achieve both performance objectives.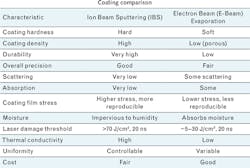
Laser optics can be coated with antireflective (AR), filter, or mirror coatings. AR coatings, which boost transmission and use fewer coating layers, allow for a higher LIDT than other coating types. Filter coatings can behave in a variety of ways, from being very specific in the wavelengths allowed to pass (laser line filter coating) to allowing a greater range or series of ranges of wavelengths allowed to pass (bandpass). In terms of optics and thin films, the following factors drive laser-damage thresholds higher: optics that generate very low scatter (optimally polished surfaces), appropriate filter design to ensure that photons do not spend too much time within the thin films, and high-performance coatings with low absorption.
Mirror coatings for UV, visible, and near-IR laser applications are generally dielectrics, which have improved durability and minimal oxidation in comparison to metal coatings. An optimized coating design, fabricated properly, can significantly improve the LIDT. High coating quality and uniformity results in stable and durable mirrors able to achieve, for example, LIDT levels exceeding 70 J/cm2 at a 1064 nm wavelength and 20 ns pulse duration.
It should be noted that for laser optics, absolute values are provided for wavelengths and transmission/reflection levels, whereas for non-laser optics, wavelength ranges and averages are typically specified.
ACKNOWLEDGEMENT
Borofloat is a registered trademark of Schott Corporation.
Michael Naselaris is director of business development at Sydor Optics, Rochester, NY; e-mail: [email protected]; www.sydor.com.