Design and Applications

Design and Applications
Innovations make large-segment-mirror telescopes more affordable
Frank Carbone
The prospect of building world-class astronomical observatories affordably became reality in October 1997 with the dedication of the Hobby-Eberly Telescope (HET) at the University of Texas McDonald Observatory in West Texas. Housing the world`s largest primary mirror--a 10-m-diameter segmented glass surface--the HET was built for just $13.5 million, one-sixth the cost of either the Keck 1 or Keck 2 observatories in Hawaii. Much of the cost savings came in design trades, including fixing the elevation to 55°, narrowing the field of view, and limiting the application to spectroscopy.
In keeping with the HET`s cost-savings approach, Kodak proposed fabricating the primary mirror`s 91 one-meter hexagonal segments, plus six spares, for a total cost of $1.65 million. This self-imposed challenge inspired engineers at the company`s precision optics unit to innovate ways to make the segments inexpensively and still enjoy a profit.
An assembly-line method of fabrication was key to cost control. This approach was possible because all 97 mirror segments have an identical spherical shape, with wavefront correction provided by a secondary spherical-aberration corrector. By comparison, the Keck mirror segments have unique parabolic figures that required custom manufacturing.
In addition to cost, a host of technical challenges had to be overcome to fabricate the segments, including generating and measuring a 26-m-radius spherical surface on each hexagonal substrate and the need to remove gravity-induced mount distortion (see Fig. 1).
The trick was to adapt existing facilities and equipment at two critical stages and to use a highly deterministic process called ion figuring to convert the optical surface to atomic-level accuracy.
There is no ideal technique to generate a 26-m radius of curvature onto the surface of a 1-m-diameter ¥ 50-mm-thick hexagonal glass optic. Traditional approaches, including turning the optic on a rotating spindle, require extensive hand polishing with low deterministic control.
Yet a 26-m radius of curvature is so shallow as to be almost flat. And therein lay the solution. By modifying a 4-m-diameter continuous lap polisher normally used for plano optics, the team could produce the required curvature quickly and accurately.
The surface shape of the planetary polishing table is controlled by a granite slab called a conditioner. Positioning the conditioner to a certain location induced on the table`s pitch surface a slight dome that matched the requisite concave curve of each HET segment. By periodically inspecting a small monitor optic running alongside the segment being polished, the operator could monitor both the table`s shape and the segment`s curvature (see Fig. 2).
The continuous polishing action of the table, the relatively high speed, and the ability to weight the optics, produced high-quality surfaces with microroughness less than 5 Å rms. Average polishing time per optic was just 65 hours.
Adapting Fizeau test
On the principle that an optic can be manufactured only if it can be tested, the HET team knew it had to devise a single test set to perform two tasks: measure each segment`s 26-m-long radius of curvature and identify surface irregularities, including gravity-induced deformation.
Over a 26-m distance, a special metering rod to perform the first test and a center-of-curvature test bench to conduct the second would prove totally impractical. The answer lay in adapting the Fizeau-test concept.
A popular testing technique for smaller optics, the Fizeau test consists of comparing the reflected wavefronts off both a calibrated reference optic and the optic under test. By creating an interferogram--a topographical map of the difference between the two optical surfaces--it is possible to identify the error in the optical surface under test.
No one on the team had ever performed a full-aperture Fizeau test on a concave optic as large as the HET mirror segments. By designing such a test for this application, the team could reduce the length of the HET mirror-segment test set from an unruly 26 m to a much more manageable and practical 4 m.
Calibrating the master sphere
To make the reference optic for the 4-m Fizeau test, the team first had to fabricate a 1.3-m-diameter concave master sphere with an exact 26-m radius of curvature. Verification of this optic required constructing a 26-m center-of-curvature test set in a large test facility. The master sphere was mounted at a 55° elevation angle (the nominal angle of the mirror segments on the telescope). Using a simultaneous phase-shifting interferometer positioned at a height of 21 m, the team recorded interferograms that precisely defined the master sphere`s shape.
With the completed master sphere as a standard, the team fabricated a 1.2-m-diameter biconvex testplate to the known 26-m radius of curvature. Made from fused silica, the testplate would become the reference optic for the 4-m Fizeau optical test. Fabrication of the testplate`s reference surface and its calibration in the 26-m test facility took four weeks. Verifying the first mirror segment in the same facility took an additional two days.
Now the team had the confidence to proceed with the 4-m Fizeau optical test (see Fig. 3). Instead of two days per test cycle, the procedure would take just two hours.
Ion figuring
The segments were finished two at a time in a 2.5-m ion-figuring system, which is a proprietary process that removes glass at the atomic level by bombarding the optical surface with an accelerated beam of neutralized argon ions (see Fig. 4). Using data files constructed from the segment interferograms, the computer-controlled system converged each segment`s radius of curvature to within 0.5 mm of the 26-m requirement. Surface-figure errors, including gravity-induced mount point deformation, were reduced to less than 0.053 waves rms.
Because the process is highly deterministic, ion figuring was able to correct more than 2.5-wave peak-to-valley errors in just one or two processing iterations. Average ion-figuring time per segment took three days, a significant time savings over conventional and other computer-controlled polishing methods.
An added benefit of the ion-figuring process is that it allowed the team to extend the aperture of each segment (its useful optical surface) to the extreme edge of the glass substrates. Edge-of-aperture finishing is important in a segmented telescope given that the gaps between segments account for nearly 3% of lost light-collecting area. Edge control is possible because the ion beam`s footprint is insensitive to geometric anomalies, such as the edge. This advantage ensures a consistent removal profile across the entire surface.
By contrast, when a conventional polishing pad overhangs an edge, the lack of support changes the pad`s shape, leading to inconsistent and unpredictable material removal. By extending the useful aperture of each segment--even by a few millimeters around the edges--the telescope`s light-gathering power is significantly improved.
More to come
At the height of HET mirror production in 1995-1997, the Kodak team was completing mirror segments at the rate of five per month. Through innovation and risk-taking, the project had paid off. Large-telescope primary mirrors--once difficult and expensive to build--could be made quickly and affordably using a segmented design.
Commissioned by a five-university partnership for spectroscopy, the HET will collect light from objects close to 100 million times fainter than the unaided human eye can see, enough to reveal detailed information about the composition, structure, temperature, and motion of stars.
The success of the HET has prompted the educational/scientific community to build an identical spectroscopic telescope. The proposed system will cover the southern hemispheric skies from a location in South Africa. The South African government approved funding for the Southern African Large Telescope project on June 1, 1998. o

FIGURE 1. Optician inspects a finished HET primary mirror segment for surface defects using a high-intensity lamp.

FIGURE 2. By controlling the convex radius of the 4-m-diameter continuous polishing table to 26 m, technicians quickly and accurately polished the concave hexagonal mirror segments.

FIGURE 3. The 4-m Fizeau test set consists of a 1.5 ¥ 1.5 ¥ 2-m-tall steel structure holding a nine-point Hindle-type mount identical to the mirror segment mounts on the HET. The structure`s platform tilted the mount and hexagonal segment under test at a 55° angle, the nominal angle of all the segments when mounted in the telescope. Recreating the angle during testing was important to emulate and map the gravity deformation on each mirror surface caused by the mount`s nine points.
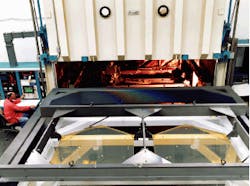
FIGURE 4. The segments of the HET were final-figured two at a time in Kodak`s ion-figuring chamber. The system removes glass at the atomic level by bombarding the optical surface with an accelerated beam of neutralized argon ions.