From Laser Munich 2015: TRUMPF develops pulsed green laser for welding copper

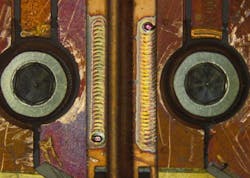
| In an example showing direct copper bonding (DCB), the uniformity of the welding depth achieved by the TruDisk 421 pulse makes it possible to weld thin materials on a difficult substrate. Here, two copper layers of different thicknesses (0.2 and 0.3 mm) are welded without damaging the ceramic material lying below. (Image: TRUMPF) |
A pulsed green laser developed by TRUMPF (Ditzingen, Germany) for efficient welding of copper produces an average output power of 400 W at a 515 nm wavelength. The company unveiled the laser, called the TruDisk 421 pulse, at the Laser World of Photonics 2015 exhibition (22 to 25 June, 2015; Munich, Germany). TRUMP says that the frequency doubling in the TruDisk 421 pulse is done inside the laser resonator.
Copper is less reflective in the green
Welding with green laser light avoids the problems that arise when using infrared laser light to weld copper. The two greatest problems with the conventional use of IR light (in the 1 µm region) for welding copper are spattering and poor reproducibility. At a 1 µm wavelength, copper is highly reflective. The spattering that results is a problem during deep welding, as spattering can damage the piece being welded. In addition, achieving acceptably uniform welding seams, which depend on the surface properties of the metal being welded, often is not possible for copper.
These two problems can be partially solved by properly selecting the laser parameters (power density distribution, pulse width, and the shape of the vapor channel); even so, the results are often still less than ideal. What cannot be influenced are the surface tension and the viscosity of copper. Both properties are lower when compared with steel, and lead to a less-stable weld pool. This is aggravated by increased energy loss due to the high thermal conductivity of copper.
Nature of copper surface is unimportant
Because copper absorbs green light far better than it does IR, the material reaches its melting temperature faster, the welding process starts more quickly, and less laser power is required. While an IR laser requires 2.6 kW of peak pulse power, a green laser requires only 1.4 kW peak power for the same welded seam. Fewer spatters are formed, less energy is used, and the welding seams are more uniform and reproducible, says TRUMPF. Uniform-quality welding seams in copper are achieved regardless of whether the surface is oxidized, ground, sandblasted, rough. or polished to a high gloss; among the reasons for this is that absorption at room temperature is independent of the surface properties.
The use of shielding gases like argon and nitrogen results in a welded seam of even higher quality, notes TRUMPF. Such shielding gases can be used efficiently only when welding with a green laser, since when using IR, the surface of the weld pool reflects more strongly because of the gas, raising the laser power necessary for welding.
Source: TRUMPF