Laser-produced plasma presents most viable route to EUV lithography
As the semiconductor industry continues to push toward increasing circuit density, development of extreme-ultraviolet (EUV) lithography sources continues at accelerated rates.
Extreme-ultraviolet lithography is slated as the next critical-dimension imaging solution-after 193 nm immersion lithography and below the 32 nm node-on the International Technology Roadmap for Semiconductors (ITRS) 2006 update beginning in 2013. Some forms of memory devices, such as NAND Flash may need the manufacturing technology as soon as 2011, with beta generation systems required for development as early as 2009.
The availability of a high-power EUV source for 13.5 nm radiation has been categorized as high risk and is among technologies such as photoresist and masks that require significant development to enable the realization of EUV lithography. Photoresist performance parameters needing the greatest amount of development include sensitivity or speed, line-edge roughness (LER), and line-width roughness (LWR). Photoresist sensitivity and other light-absorbing materials are the basis to derive EUV-source power requirements within the usable bandwidth of 2%.
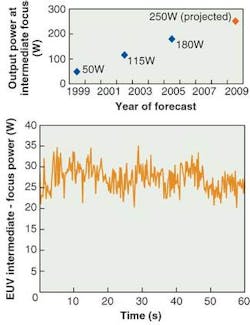
According to the joint requirements from scanner manufacturers, EUV power of more than 115 W in 2% bandwidth at intermediate focus is required for 5 mJ/cm2 photoresist speed to enable better than 100 wafers per hour scanner throughput, and 180 W in 2% bandwidth at intermediate focus is needed for 10 mJ/cm2. Photoresist sensitivities above 20 mJ/cm2 could drive power requirements well above 200 W. A scalable EUV-source architecture, therefore, is needed to enable the evolution of EUV lithography during the lifecycle of the technology. Discharge-produced-plasma (DPP) sources have been credited with the capability of producing 10 W at intermediate focus and are expected to be scalable up to 30 to 50 W. However, the projected high-volume-manufacturing power requirement for EUV sources continues to increase year after year due in large part to resist sensitivity, process latitude, spectral purity filters, and expected transmission or reflectivity degradation.
Cymer began developing EUV-source technologies for lithography applications more than a decade ago, focusing primarily on DPP sources. However, in 2004, Cymer changed the development landscape by selecting laser-produced plasma (LPP) as the most viable technology path to achieve high-volume-manufacturing requirements for EUV lithography processes at the 32 nm node and beyond.
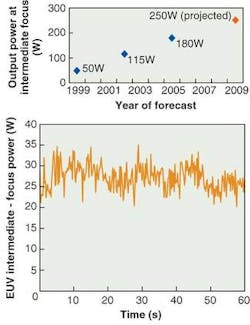
Many factors drove the switch to LPP. Power scalability is a critical advantage LPP sources have over DPP-based sources. We increased our LPP-source power at intermediate focus by a factor of 25 during 2006, demonstrating that the technology is scalable. The LPP technology is now becoming widely accepted as having the ability to meet the wafer throughput requirements for high-volume manufacturing, while remaining cost-effective and minimizing the cost of ownership of EUV sources. In addition, LPP technology has proven that EUV power can be scaled through repetition rate and laser pulse energy, while demonstrating high conversion efficiency using CO2 lasers with tin (Sn) droplets. Toward that end, Cymer has already demonstrated more than 25 W of output power at intermediate focus and is expected to achieve 100 W by the end of 2007 (see figure).
Another key factor driving the commercialization of a high-volume-manufacturing EUV source is conversion efficiency. Conversion efficiency is defined as the ratio of energy radiated by the EUV source in a 2% bandwidth around 13.5 nm to the total input energy. The ability to achieve high conversion efficiency is the key to a low-cost architecture. The company recently demonstrated 5% conversion efficiency using a CO2 laser on Sn targets. The first production-worthy sources will come on line at about 100 W output power at 3% conversion efficiency, and scale to more than 200 W at 4% conversion efficiency by the time EUV is widely adopted by chipmakers. This scaling will be accomplished because of the inherent scalability of LPP sources to reach the power required for cost-effective high-volume manufacturing.
Early on in its research phase, Cymer discovered that DPP sources reach power scalability limits due to the close proximity of the plasma to other components and the limitations of materials and thermal-management technologies. According to the joint source requirements from scanner manufacturers, EUV-source power must be at least 180 W at intermediate focus to make the technology commercially feasible. Therefore, the company continues to focus its development efforts toward commercializing an LPP source for EUV lithography.
DAVID BRANDT is senior director of EUV development and product marketing at Cymer, 17075 Thornmint Ct., San Diego, CA 92127l; e-mail: [email protected]; www.cymer.com.