Compact excimers fit into industrial niches

HELMUT FROWEIN and HELMUT SCHILLINGER
In recent years, the excimer laser has advanced from the short-wave exotic in the research laboratory to the status of a frequently used industrial and medical tool. For instance, up until a few years ago, laser surgery was performed almost exclusively with hot-cut lasers (usually argon Nd:YAG and CO2 lasers), but ophthalmological surgery was impossible with infrared lasers. When enough power was applied for the desired tissue penetration depth, however, tissue heating and evaporation of fluids also occurred. Cold removal of tissue laser in situ, keratomileusis (LASIK), only became possible using excimer laser pulses at frequencies between 100 and 200 Hz. Each pulse removes a thin layer of tissue (0.5 to 2 μm) without any appreciable heating of surrounding tissue.
Similarly, in telecommunication, the "writing" of high-quality Bragg gratings in optical fibers and waveguides requires ultraviolet (UV) laser sources with sufficiently high coherence.1 And in the manufacture of semiconductors, industrial excimer lasers provide particularly reliable sources for large-scale technical applications such as "deep ultraviolet" microlithography used in chip manufacturing in which structures with widths of down to 80 nm are produced on silicon wafers.2
Because of the low thermal stress, structure sizes in micromaterial processing can be obtained on the order of 5 μm in a variety of materials such as ceramics, metals, or plastics. Indeed, because of its high photon energy, short-wave excimer laser radiation can be used for processing nearly all materials and thin-layer systems. The smallest lateral structure dimensions possible are within the submicrometer range, while the structural depths previously realized for plastics were in the millimeter range and/or for ceramics were below 100 μm at an energy density up to 50 J/cm2 (see Fig. 1). With the UV-laser radiation of ArF and KrF excimer lasers, prototypes of microsystems from glass, such as for bio and genetic engineering, can be manufactured quickly and inexpensively by means of direct material removal with the mask projection method.
Compact laser development
The excimer laser has found its place in industry and medicine in large part because of the use of ceramic materials as halogen and UV-resistant insulators. In combination with the corona primer ignition, lasers can now be operated with only a 2-liter gas volume and more than 1 billion pulses without cleaning of the optics.
Compact and ultrapure excimer lasers that operate at 157 nm, react sensitively to contamination, and run over 12 million pulses per gas fill also can be constructed using metal-ceramics technology. A further advantage offered by this technology is that work-intensive cleaning of the laser gas, such as freeze-out of fouling matter with the use of liquid nitrogen, is no longer necessary.
Arriving at such capabilities, however, has been largely a result of focusing on what was once a problem of reproducibly igniting a homogenous high-pressure gas discharge. In this context, the burn-off reaction of the electrodes and the gas consumption were examined in great detail.
The excimer laser requires a mixture that contains halogens for an operating gas. And the reactivity of these halogens determines the characteristics of the laser. Commercially available excimer lasers are normally pumped by a pulsed, high-voltage DC discharge. After each pulse the halogens react with the generated burn-off and the sputtered electrode surface and the bound atoms are then no longer available for the laser process. The gas is nearly used up in this reaction, not only due to the operation of the laser—even when the laser is idle the gas continues to react with the material that is bound in the laser tubes.
The reaction might be thought of as analogous to an automobile that runs out of gas even while parked because of a hole in the gas tank. In recent years, however, enormous success has been achieved in the reduction of gas consumption in lasers, not only in operation but also during standstill periods. Most important, the life-service duration of the gas in the laser was drastically increased by the selection of the materials used in the laser tubes.
Six years ago it was standard practice to use plastic to insulate the high-voltage electrode charged to 15 to 35 kV from the laser tube, but now an aluminum oxide ceramic insulator, which is chemically inert to halogens and remains so under UV radiation, is used. Ultimately, the use of plastic parts in the gas vessel via metal-ceramic technology has increased the life service of the gas in the tube from about two days to more than 30 days with a 193-nm laser.
This extended life service is particularly true for surgical applications because surgeons do not operate every day and newer technology has extended the time between gas refills to more than one week. The drastically reduced halogen consumption has also enabled reduction of the required halogen quantity in the laser and consequently the volume of the laser tube, which opened the door for the development of compact and mini-lasers.3 Currently, an excimer laser with only a 2-liter gas volume can be operated at 157 nm with 1 kHz repetition rate, and a cryogenic gas purifier for freezing out fouling matter is no longer required.4
Discharge action and primer ignition
A decisive breakthrough toward a longer service life was achieved with the optimization of primer ignition. To ignite a homogenous high-pressure glow discharge, the gas must be ionized about 100 ns before the main discharge. For this purpose, UV-radiation is beamed into the discharge volume between the two electrodes. The beam was traditionally produced by two rows of small spark discharges, one on either side of the electrodes. Ohmic losses and burn-off accompanied this form of primer ignition.
Ceramic materials enabled an additional possibility for primer ignition—it became possible to prevent barrier or corona discharge by placing a dielectric between the two primer ignition electrodes. A voltage discharge between the two electrodes induces displacement currents on the surface of the insulator that ionize the laser gas on the insulator surface. The radiation of the ionized gas fully illuminates as well as ionizes the discharge volume. The activating voltage is taken from one of the switching stages of the pulse-forming network to generate the main discharge in sync with the ignition time.
Electrical losses with this mode of primer ignition are small compared with spark primer ignition, and burn-off of the spark electrodes is avoided, leading to a 50% reduction of dust generation in the laser tube. In addition, the spark primer ignition of discrete points on both sides of the discharge radiates into the discharge volume, while the corona primer ignition generates a homogenous radiation across the entire discharge length (see Fig. 2). The result is a more homogenous ignition effect, which translates directly into a more homogenous radiation profile.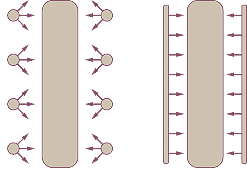
Significantly improved stability of the discharge across the electrode has also effectively doubled the pulse-energy stability of the laser. The standard deviation of the pulse energy has been reduced to half that of a laser with a similar design but with spark primer ignition. Depending on the discharge length and wavelength, standard deviations of below 1% of the pulse energy can be obtained. Moreover, the high-voltage vacuum switches have been replaced by thyristors. And the nearly unlimited service life of the semiconductor switches has contributed considerably to the operational stability of circuits.
REFERENCES
1. A. Othonas, K. Kalli, Fibre Bragg Gratings, Artec House Inc. (1999).
2. P. Das, Proc. SPIE 4184, 323 (2001).
3. A. Görtler, C. F. Strowitzki, Proc. SPIE 4184, 330 (2001).
4. A. Görtler, C. F. Strowitzki, S. Geiger, Proc. SPIE 414, 330 (2001).
Helmut Frowein manages product development of the ExciStar M and Helmut Schillinger manages R&D at TuiLaser AG, Industriestrasse 15, D-82110 Germering, Germany; e-mail: [email protected]; [email protected].