Marking applications now encompass many materials

Marking applications now encompass many materials
Precision beam delivery and control allow deskto¥laser marking
of diverse components and substrates ranging from engine parts to plastics.
Orlan Hayes
Industrial-laser marking offers a technique for using a laser and various computer-controlled beam-delivery systems to prepare and print images?anything from a single page of text to corporate logos and complex circuit diagrams. Although computer-controlled laser marking has been available since the early 1970s to those organizations willing to invest large sums of money, personal-computer-based deskto¥laser systems have only been available on a broad scale since 1985, with the advent of the first relatively inexpensive laser markers for producing computer-generated letter-quality type images.
Similar to the patent questions concerning the origin of the laser itself, the first use of a laser for marking on products will probably be determined by the American legal system. Several independent efforts were ongoing in the early 1970s to produce a commercially viable laser-marking system. The now-defunct Korad Corporation produced a galvanometer-based marking system with limited early market success. It was not until the late 1970s, however, that laser marking gained wide acceptance.
Lasers affix a high-quality image difficult to counterfeit and not easily worn away or ablated. The speed of the marking process lends itself to automation, and the quick changeover times of a marking image are convenient for serialization and customization of mass-produced parts (see Fig. 1).
Early laser marking systems looked much like their industrial cutting and welding counterparts, because they were generally designed and marketed by companies that specialized in those type of systems. These marking lasers were, and still are, Nd:YAG units (1.06 ?m) with output powers ranging from 25 to 50 W and carbon dioxide (CO2) types (9 to 11 ?m) with 10- to 100-W output. These are operated in a CW,
Q-switched mode to prevent degradation to the mirrors and beam-steering mechanisms.
The first laser-marking systems were packaged in large industrial enclosures, the size of several large office cabinets, and claimed a maximum speed of u¥to 200 mm/s in straight-line marking (see Fig. 2). The typical price for these first-generation systems was more than $100,000 for the laser alone.
Early use was limited to those customers using lasers for welding and cutting or those that could reasonably justify the infant technology based on high-volume manufacturing. Typical early applications were marking automotive subassemblies and equipment tags. Most of the metals used in automotive manufacturing absorb laser-marking infrared wavelengths well. Material hardness is not a factor in accepting a mark.
On to the desktop
Burdened by the uncertain outcome of patent litigation claims that befell the laser industry in general, along with a somewhat anemic demand for the fledgling laser marking technology, the basic design of marking systems changed relatively little in the 1980s. Only incremental changes were made in the general technology. But the overall effect of these steps has been to achieve smaller laser-marking machine footprints and reduction of production expenses. This lowered the final lifetime cost of a marking unit, due to faster marking speeds and higher energy densities.
Advances in electronics and software in the 1980s fostered development of smaller, more compact machines with maximum speeds u¥to 600 mm/s. Average price for a marking system dropped to about $70,000. Computers were also beginning to play a vital role in nearly every area of printing. Digital storage and manipulation of text, whether for word processing or for a laser marking station, were early computer-printing operations.
Numerous possibilities opened u¥when PCs became fully paired with laser-marking technology. Applications expanded to include aviation and laser marking of automotive engine parts, illuminated displays, medical implants, all types of tools, and commercial packaging (see Fig. 3). Most manufacturing areas had some potential for laser marking, so industrial-laser companies began to create specialized laser-marking divisions to compete with startu¥marker manufacturers. The end of the 1980s saw increased specialization in the niche market of laser marking.
Once laser marking became price competitive with other marking technologies, it became a solution looking for a problem. Tangible savings became evident for commercial applications such as marking consumer information directly onto plastics and other nonmetals. Ink marking using silk screening or ink jets, the standard for high contrast and readability, had its own problems that lasers could address, including difficulty of mark adhesion onto the plastic or ceramic surface. Ink spillage and waste-solvent disposal added to print cost and potential liability.
With a laser, the nonmetallic substrate is brought locally to a molten state, producing a cosmetically attractive dark or light image against the contrasting base material?a distinct and permanent color change in plastics, for example. Adjusting the power and traverse speed of the laser energy varies the effect. While marking relies on heat conduction, process speeds are usually quite fast because only a minimal depth penetration is needed for satisfactory results, routinely less than 0.001-in. penetration.
Although Nd:YAG lasers are effective in marking metals, they are also suitable for a wide range of nonmetallics: plastics, including acrylonitrile butadiene styrene (ABS), epoxy, and polyurethane; carbon resins; bare, gold-plated or lacquer-coated ceramic; and rubber. Marking high-carbon-content plastics, quartz, glasses, and organics is more readily done with CO2 lasers. For some materials, both laser types are effective, but they produce a different color mark; for example a CO2 laser produces a gold mark on PVC while a Nd:YAG laser mark is more black.
Software drives results
Software has become the soul of computer-controlled marking and has changed significantly over the last several years. Current-generation software allows even the most casual operator to create graphics programs by taking full advantage of pull-down, point-and-click, and on-screen hel¥menus. Increasingly powerful computer systems now provide the massive storage required for laser marking of very-high-resolution graphics and for sophisticated image manipulation.
The operator of a typical marking system scans a paper printout of an image into the computer memory, then calls u¥the image on a display screen. Here, with a number of editing processes, an operator can adjust characteristics such as the rotational orientation of the image, increase gray-scale shading, and then selectively move parts of the image for further editing or deletion. Accompanying text also can be called u¥on the screen for image-layout experimentation. The final edited image is sent to an output laser to produce a permanent high-quality image.
Laser-marker manufacturers have focused recently on increasing the marking speed of their devices and further reducing machine footprints. Reduced manufacturing costs have allowed the price of laser-marking units to decrease, with the average price of a system falling to less than $55,000, whether with CO2 or Nd:YAG lasers. Factors in selecting a system include effectiveness on the material to be marked as well as maintenance costs. Modern CO2 markers use sealed tubes with five-year lifetimes, while Nd:YAG laser markers may only need a lam¥change every 1000 hours. And manufacturers are putting versatility into system software to allow easier hardware installation.
Laser marking today is used not only on metal and plastic parts but also on paper food packaging. One burgeoning area is in control markings for automobile dashboard panels. Lasers mark precise long-life inscriptions and graphics on these plastic pieces.
In industries in which lasers mark metal parts, the many hundreds of parts in a final product are now being more easily marked. Such extensive parts tagging contributes to realization of just-in-time inventory parts-flow control as well as aiding in tracking product quality.
Flexibility in PC-governed marking allows customizing individual production units. For example, a manufacturer of precision fluid-pressure gauges produced 20 models with various case diameters.1 Each model required five silk-screened face plates to accommodate deviations in measurement ranges, hysteresis, and linearity?thus dictating an inventory of 100 different face plates. The process of matching the gauge to the most accurate face plate was a hand process.
Installation of a laser-marking system using a two-position rotary table with a vision station and marking station permitted quick custom marking. The vision station determined gauge parameters from observing pressurization, data then used to generate a linearity curve for the gauge. The curve then fed a marking program on-the-fly to the marking station for custom marking of a common blank face plate with exactly matched beginning and end points, linearity, and hysteresis for each gauge.
Future trends
While efficiencies derived from software-intensive PC-based marking systems will be pursued, the future of laser marking systems also seems to be linked to long-overdue changes in the design of the laser itself. New cavity designs will allow better operating efficiencies and higher energy densities. Modular and sealed electronics will reduce maintenance requirements. Higher speeds will come from new designs in optics.
High-density surface-mount-component technology and plug-in modularity will push control-electronics development, permitting further reductions in marking-system size. And new low-voltage components will combine to produce laser-marking systems occupying an area the size of a deskto¥PC. Shared off-the-shelf circuit-packaging technology will continue to reduce system costs without sacrificing performance or features. Smaller systems will enable better packaging options while producing increased performance.
While many manufacturers will continue to perform the assembling and marking of products by nonlaser marking methods, large manufacturers are increasingly dependent on sophisticated laser-marking machines that reduce the number of operators. This continued dependency on automated laser-marking processes will drive the future market toward more-compact, intelligent machines that one day may be as indispensable to industry as laser-based paper printers. o
REFERENCE
1. R. L. Stevenson, Industrial Strength Laser Marking: Turning Photons into Dollars, Excel/Control Laser Corp. (1992), 39.

FIGURE 1. Permanent and distinct laser marking of hand tools such as these pliers allows information to remain visible after long-term exposure to many harsh environments.


FIGURE 2. Twenty years of laser-marking system progress, resulting from PC hardware and
software developments, has taken systems from the sho¥floor (right) to the deskto¥(above)?with capability increases and cost reductions
just as dramatic.

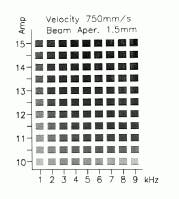
FIGURE 3. With the proper chemical additives to facilitate absorption, laser marking can be accomplished on high-chemical-resistance resins such as acetal (top). A white plastic test coupon shows a test pattern during empirical testing of the mix to determine proper laser settings for the best cosmetic image (bottom). The pattern compares laser current, Q-switch frequency, and process speed.