Photonics Applied: 3D Laser Printing: Selecting and using materials for additive manufacturing processes
![FIGURE 1. A part made using less optimized material; shown is powder bed fusion using amorphous thermoplastic polylactic acid (PLA) [5].](https://img.laserfocusworld.com/files/base/ebm/lfw/image/2021/10/1712LFW_bou_1_new.61576591542ea.png?auto=format,compress&fit=fill&fill=blur&q=45?w=250&width=250)
DAVID L. BOURELL and CHRISTOPHER E. ROBERTS
Materials and additive manufacturing processes are indivisibly related. The same is true for conventional manufacturing—for example, it is well known that not every material is weldable or castable, as the materials must be suitable for the process and vice versa. The same is true for additive manufacturing (AM; also known as 3D printing), whether one considers polymers, metals, or ceramics.
Vendors, practitioners, and researchers know which materials can be processed more easily than others, at least for their material systems of interest. However, it is worthwhile to review these materials for AM processes for general readers or for those interested in moving into AM. For more detailed information, a review article on this subject has recently been published.1
Sales of AM materials were $0.9 billion in 20162 and represented a 17% annual growth for the previous year. Materials sales have grown in roughly linear fashion since 2010—projections are that annual AM materials sales will be $5-8 billion by 2025.2, 3
The AM community has presently divided AM processes into seven categories (see table).4 Three processes use a laser: powder bed fusion, directed energy deposition, and vat polymerization.
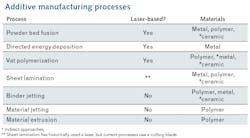
Powder bed fusion spreads a thin layer of powder and scans the surface with a computer-controlled laser beam. Another layer of powder is added, and the process is repeated. In directed energy deposition, either powder or wire is fed from the side into the energy source (a laser or electron beam). Both approaches typically use 50-500 W lasers for heat for fusion. For vat polymerization, a laser in the milliwatt range with proper wavelength is used to photoinitiate crosslinking in a liquid thermoset polymer feedstock.
Polymer materials for AM
According to the Wohlers Report, 46% of all AM polymers consumed in 2016 were vat polymerization and material deposition thermoset resins.2 Largely amorphous polymers for material extrusion comprised 24% and largely semicrystalline thermoplastics for powder bed fusion had 30% of the market share.
Polymers for powder bed fusion are often semicrystalline thermoplastics (polyamide, PEEK, and TPU). Amorphous thermoplastics generally do not run well because the wide, viscous range of melting temperature minimizes the process temperature range and often results in a high-viscosity melt, which is undesirable for powder bed fusion. The wide temperature range of melting also creates a problem with over-sintered part cake. Figure 1 shows an example for amorphous PLA powder run in laser sintering, with poor results.
An important feature of semicrystalline polymers used in powder bed fusion is the temperature difference between the (relatively high) melt point on heating and the (relatively low) crystallization temperature on cooling. This temperature window should be large. Powder bed fusion build chambers are heated to just below the melt point of the polymer, with the build temperature being just low enough to prevent powder bed caking. This temperature should be in the temperature window above the crystallization temperature and below the melt point.
When the laser scans and melts the powder, it cools back to the build chamber temperature, but retains its melt-like structure because the crystallization temperature is not reached. Therefore, melted sections remain molten, typically crystallizing slowly after multiple layers have been laid on top. This has significant benefits on reducing the residual stress and minimizing part distortion. However, this phenomenon is not generally possible for metals, and massive support structures are needed to prevent parts from distorting during the build.
Hopkinson has proposed a novel metal approach in which the alloy feedstock is split into two high melting point constituents.6 When the laser (or electron beam) scans and melts the feedstock, mixing in the melt causes a lower melting point metal (like a eutectic) to form that remains molten. The approach mimics the polymer approach, resulting in elimination of the need for supports.
For materials extrusion, a high-viscosity, paste-like polymer is best to control the extrusion and material placement. The common feedstock polymers are amorphous (PLA, ABS, and polyimide). Attempts to run semicrystalline materials in materials extrusion generally result in poor-quality builds, as is the case for multi-layer parts made from chocolate7 and PEEK.8
Polymers for vat polymerization and material jetting are thermoset polymers that have photoinitiators (usually benzoin, acetophenone, benzyl ketal, and cyclohexyl phenyl ketone) that enable crosslinking in the presence of light of a given wavelength. Early commercial materials were based on acrylates, but because of large shrinkage and deleterious oxygen effects, epoxies were introduced.1
Metal materials for AM
The general rule for metals for AM is, if a metal welds or casts well, then it most likely will process well in AM. With the exceptions of the sheet lamination process (ultrasonic AM), which uses a sonotrode to solid-state weld metal foil prior to machining, and metal binder jetting in which a binder is jetted into a metal powder bed, metal AM processes rely on fusion.
The common metal AM alloys are reasonably weldable/castable: Ti-6Al-4V, AlSi10Mg, 316L stainless steel, and CoNiCr. When metals with limited weldability/castability are AM-processed, parts typically are highly defected. Figure 2a illustrates this for Al alloy 6061, where the feedstock is prealloyed Al 6061, an AlMgSi alloy. The large temperature range of solidification, coupled with a large coefficient of thermal expansion, combine to cause vertical (z direction) intergranular fractures during solidification. By changing to a feedstock of pure aluminum powder with Mg2Si particulate mixed in at the proper composition for Al 6061, the part can be AM-processed without cracking.![FIGURE 2. Powder bed fusion of aluminum using a EOS DMLS fabricator, with vertical build direction, is shown using (a) Al 6061 prealloyed powder feedstock [9] and (b) pure aluminum powder feedstock [10].](https://img.laserfocusworld.com/files/base/ebm/lfw/image/2018/01/1712lfw_bou_f2.png?auto=format,compress&fit=max&q=45?w=250&width=250)
The melt/solidification characteristics in this case are driven by the pure aluminum since the Mg2Si does not melt during the laser scan. The pure aluminum melts/solidifies at a thermal arrest with no temperature range. As shown in Fig. 2b, the weldable pure Al shows no cracking. Furthermore, the success with which metal alloys may be AM-processed appears to be similar to welding and casting, in that sometimes it is possible under certain conditions and using certain equipment. For example, there are reports that Al 6061 can be successfully processed using a Renishaw AM machine,11 although it is not possible to process prealloyed Al 6061 without cracking in the EOS series DMLS machines.
Ceramic materials for AM processes
There are several challenges to AM of ceramics using a fusion approach. Most of the time, they have very high melting point and extremely low toughness, which combine to cause cracking during cooling. A few groups have reported some success processing oxide ceramics.12-14
A more common approach for laser-based ceramic processing is to use an indirect route by which a polymer binder is mixed with ceramic powder. This feedstock is processed using a polymer powder bed fusion or binder jetting approach, with parts undergoing a post-processing step to burn off/convert the binder and to conventionally sinter the part. Indirect AM of ceramics is similar to ceramic injection molding, except that a lower fraction of binder is used since it is not necessary in AM to flow the mixture.
The mechanical properties of ceramics are dependent on both intrinsic materials behavior and the size and distribution of defects. Weibull statistics are usually applied to describe the strength of ceramics.15 The most telling term is the Weibull modulus, which is indicative of the range of stress over which brittle failure may occur. Low Weibull moduli are associated with a large range of failure stress, which makes it difficult to predict the failure stress of a specific part. High Weibull moduli are more desirable because the range of failure stress is small, making it easier to predict the failure stress of a specific part.
Most often, AM ceramic parts have low Weibull moduli compared to traditional slip cast of press-and-sinter ceramics.1,16 However, as large defects are eliminated, the Weibull modulus increases.17
General mechanical properties of AM materials
For AM polymers and metals built using good practice, there are broad general trends when compared to traditional manufacturing processes—that is, injection molding, casting, and/or wrought processing.1 AM parts generally are as strong/hard as or stronger/harder than traditionally processed materials. This is typically associated with fine microstructures associated with AM.
The modulus of elasticity for AM parts is generally identical or slightly lower than the handbook value. This is attributed to residual porosity, which lowers the modulus. Ductility—fatigue endurance limit and fracture toughness—is usually lower for AM parts, but there appears to be a correlation to the extent of the defect structure. Removing defects in the AM parts—for example, by hot isostatic pressing for metals—generally restores these mechanical properties to handbook values.
An exception is the ductility of powder bed fusion polymers. The long-chain polymers do not mix across feedstock particle boundaries during AM, whereas for injection molding, polymer long chains are thoroughly mixed because of shear. For example, AM polyamide (nylon) has ~50% elongation, while injection-molded polyamide has 200-400% elongation.18
REFERENCES
1. D. Bourell et al., CIRP Annals, 66, 2, 657-680 (Aug. 2017).
2. T. Wohlers, Wohlers Report 2017, Wohlers Associates, Ft. Collins CO (2017).
3. See https://goo.gl/xibihj.
4. ISO/ASTM 52900, "Standard Terminology for Additive Manufacturing - General Principles - Part 1: Terminology," available from ASTM Intl., West Conshohocken, PA (2015).
5. J. Wei and Y. Guo, Northeast Forestry University, Harbin, China, priv. comm. (2015)
6. K. Mumtaz, P. Vora, and N. Hopkinson, "A method to eliminate anchors/supports from directly laser melted metal powder bed processes," Proc. SFF Symposium, Austin, TX, 55-64 (2011).
7. See https://goo.gl/UH7Cxb.
8. See https://goo.gl/XRrscg.
9. C. E. Roberts, "Selective laser melting of elemental aluminum silicon mixtures," Master's Thesis, University of Texas at Austin, 32 (2016).
10. C. E. Roberts and D. L. Bourell, unpublished research (2017).
11. B. Ahuja, M. Karg, K. Nagulin, and M. Schmidt, "Laser beam melting of high strength aluminum alloys EN AW-6061 and EN AW-6082," Proc. 5th Int. Conf. Additive Technol., Ljubljana, Slovenia, 153-158 (2014).
12. Y.-C. Hagedorn, N. Balachandran, W. Meiners, K. Wissembach, and R. Poprawe, "SLM of net-shaped high strength ceramics: new opportunities for producing dental restorations," Proc. SFF Symposium, Austin, TX, 536-546 (2011).
13. J. Wilkes, Y.-C. Hagedorn, W. Meiners, and K. Wissenbach, Rapid Prototyp. J., 19, 1, 51-57 (2013).
14. F. Y. Niu, D. J. Wu, S. Yan, G. Y. Ma, and B. Zhang, JOM, 69, 3, 557-562 (2017).
15. W. Weibull, J. Appl. Mech., 18, 3, 293-297 (1951).
16. E. Ferraris et al., CIRP Annals, 65, 2, 761-784 (2016).
17. R. Clancy et al., "Fused deposition of ceramics: Progress towards a robust and controlled process for commercialization," Proc. SFF Symposium, Austin, TX, 185-194 (1997).
18. D. Bourell, "The evolution of materials for additive manufacturing," 4th International Conference on Additive Technologies, Maribor, Slovenia (2012).
David L. Bourell is Professor of Mechanical Engineering and Materials Science and Engineering at The University of Texas at Austin, and is Director of the Laboratory for Freeform Fabrication and Area Coordinator for the Materials Area, while Christopher E. Roberts is a graduate student at the University of Texas at Austin; e-mails: [email protected]as.edu and [email protected]; www.me.utexas.edu.