HIGH-POWER DIODE LASERS: Low-numerical-aperture direct diode laser maintains high power
DAVID HAVRILLA, MARCO HOLZER, and STEPHAN STROHMAIER
Conventional fiber-delivered diode lasers ("direct diode" lasers) with relatively poor beam quality can achieve an outstanding wall-plug efficiency of about 40% but are limited in use to conduction welding, brazing, and other surface-processing applications. If the beam quality of conventional diode lasers is improved to about 40 mm*mrad, the wall-plug efficiency of a direct diode system falls to about 32%.
To tap the efficiency advantages of direct-diode systems and further improve the beam quality, a new concept has been developed and implemented by Trumpf for fiber-delivered lasers with output powers up to 4 kW. Its basis is the use of a fiber-coupled diode module with previously unachieved characteristics: The diode module delivers a laser output of 100 W from a fiber with a diameter of only 100 μm and a numerical aperture (NA) less than 0.12.
Along with the beam-waist size, the NA is directly related to beam quality: At a given waist diameter, the lower the NA of the beam, the more "focusable" it is. A diode laser with a lower NA has a larger working distance and depth of focus for the same focus diameter; smaller focus diameters for the same working distance; and more compact optics at the same focus diameter.
A Trumpf high-power direct diode laser unit consists of several diode modules and a fiber combiner. The beam from up to 19 modules is combined into a single output fiber, so a laser output up to 1900 W can be produced from one unit. The 19 fibers are spliced into a tapered fiber bundle with a diameter about five times that of the individual diode module fibers, resulting in an output fiber with a diameter of approximately 500 μm. The fiber combiner is industrially robust and its losses are negligible.
When several individual modules are combined like this, the single-module efficiency is maintained but the beam quality of the laser unit gets worse. Whereas the individual modules have a beam-parameter product (BPP) of about 5 mm*mrad, the BPP of a unit consisting of 19 combined modules is about 30 mm*mrad.
Wavelength combining
Output powers higher than 1900 W can be achieved by coupling multiple wavelengths. The beam quality of the individual laser units is maintained in the total system and at the same time the power can be increased by a factor of the number of wavelengths used.
Coarse wavelength combining is a well-known technique. The laser beam from each of the laser units is delivered through the fiber and exits at the fiber end. The exit beam diverges from the fiber core at an angle based on the BPP, which is defined as the beam-waist radius multiplied by the beam's divergence angle. For a fiber-delivered laser, this is equal to the fiber-core radius multiplied by the exit half angle, or essentially equal to the fiber-core radius multiplied by the NA. Thus, the lower the NA for a given fiber diameter, the higher the beam quality and the more "focusable" the beam.
The diverging beam is then collimated and combined with a collimated beam from another laser unit via a special dielectric-coated mirror. One wavelength is reflected by the mirror and the other transmitted through the mirror, thus combining both beams into one collimated beam consisting of two wavelengths and twice the power. Additional beams can be combined in a similar fashion. Proprietary technology improvements in the Trumpf TruDiode lasers have greatly reduced the wavelength differential necessary for such combining and have therefore enabled a combined beam with a very narrow wavelength spectrum (better than ±50 nm is possible).
Once combined, the collimated beam can be focused into the process fiber via coupling optics. In this case, a 600 μm fiber core is used, allowing for robust plug-and-play operation and fiber exchange. For output powers up to 1 kW, smaller fibers can be used—for example, 800 W can be transmitted through a 400 μm fiber.
Because the wavelengths lie close together, disadvantages like those encountered up to now in other diode-laser technologies can be avoided. The beam quality of these lasers is very similar to that of the earlier optically pumped systems, which enables a direct replacement of them. For the first time, deep-penetration welding is possible with a direct diode laser achieving the same, or even better, results as compared to lamp-pumped solid-state lasers. With this laser technology, no compromises are needed in the industrial applications that previously used optically pumped lasers—for example, there is no need to accept disadvantages such as smaller working distances, larger focus diameters, or larger optics.
Higher efficiency, lower operating costs
In comparison with the diode lasers that have been available up to now, the direct diode laser technology described here (and realized for well over a year now) is attractive for significantly increased efficiency and decreased operating costs. While good beam quality has a negative effect on system efficiency in conventional stack-based diode lasers, excellent beam quality is already at the heart of these lasers and the concept applied generates no further significant losses. Thus, it has been possible to achieve efficiencies up to 40% while maintaining higher beam quality, a combination never achieved before. This increases the economic viability of the systems, as electricity costs decline significantly. And compared to lamp-pumped systems, energy savings are huge—up to a factor of 15 or better.
In addition to the high efficiency, the use of passively cooled diodes lowers the operating costs of these lasers. The service life of the diodes is significantly extended in contrast to actively cooled devices. As a result, diodes are no longer a "consumable" and are no different from any other laser component. This avoids the expensive exchange of diodes. Due to the modularity and flexibility of this laser architecture, both power and number of fiber outputs can be upgraded in the field.
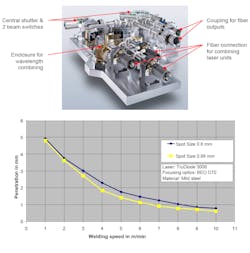
Applications for this direct diode architecture include deep penetration welding, conduction welding, brazing, heat treating, and laser metal deposition. For example, the penetration versus welding speed achieved on mild steel with a 3 kW direct diode laser is excellent (see Fig. 1). Due to the wavelength (about 950 nm nominal), the weld-bead surface quality is outstanding and plasma-suppression gas is not needed for weld seams where the presence of oxidation is non-critical. Weld cross-sections for keyhole welding highlight the excellent performance of these lasers (see Fig. 2).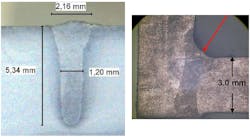
Because current leading-edge technologies, such as disk and fiber lasers, rely on a diode laser to pump a medium that transforms the radiation to a longer wavelength and improved beam quality, up to 40% of the power and efficiency are lost in the process. But by using laser diodes directly, outstanding wall plug efficiencies, much smaller footprints, and extremely cost-effective products are readily achieved.
David Havrilla is with Trumpf Inc., 47711 Clipper St., Plymouth, MI 48170; Marco Holzer is with Trumpf Laser und Systemtechnik GmbH, Johann-Maus-Str. 2, 71254 Ditzingen, Germany; and Stephan Strohmaier is with Trumpf Photonics Inc., 2601 U.S. Route 130 South, Cranbury, NJ 08512; e-mail: [email protected]; www.trumpf.com.