Advances in cutting with ultrahigh-power fiber lasers
Ultrahigh-power (UHP) fiber lasers in the range of 10 to 40 kW have seen rapid adoption for cutting during the past few years, and the maximum laser power used for cutting is expected to continue to climb. We present cutting application results within this range and discuss the main factors driving the use of UHP fiber lasers, namely their remarkable productivity advantages, cut quality gains, and increased thickness capability (e.g., 230-mm-thick steel cutting shown in this article at 40 kW).
UHP lasers are defined here as greater than 10 kW of power, and they enable new process regimes to facilitate the expansion of laser cutting into new markets (e.g., by cutting up to 50 mm steels 4x faster than high-power plasma using air-assist gas). Application results show UHP lasers are changing the way steel is cut by replacing nitrogen and oxygen cutting processes with the air-assist process for high-quality and high-speed economical cutting.
Laser cutting has been marked by periods of intense technological advancements since its inception about 50 years ago, namely the introduction of commercial laser cutting machine tools in the 1970s and their use in mass production by early adopters. This was followed by the expanded adoption of carbon dioxide (CO2) laser cutting systems in 1980s, and the introduction of high-power fiber lasers in the late 1990s and early 2000s. During the late 2000s, the development of kilowatt-level fiber laser cutting tools enabled laser cutting to migrate away from specialized niche applications to become a mainstream fabrication process. Fiber laser cutters dominated the market for laser cutting of sheet metals, mainly due to their ease of integration, reliability, low maintenance, relatively low capital and running costs, high cutting throughput, and the feasibility of scaling their power.
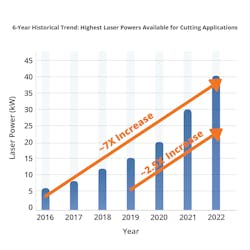
In the late 2010s and early 2020s, the path for market growth of laser cutting took two directions. One trend is across the low-power end of the market, with surging demand for 1–3 kW cutters, driven by a lowered equipment capital cost. The second trend is in the high-power end of the market, which has also seen increasing demand for UHP lasers. This is being driven by their high productivity and technological capabilities offered at an economical price, and the laser cutting field has experienced a remarkable power transformation that is unparalleled among other sheet metal manufacturing processes during the same period. Maximum laser power offered on cutting machine tools at fabrication tradeshows has risen from 6 kW in 2015 to an expected 40 kW in 2022, a nearly 7X increase (see Fig. 1 at top of this page). In the last three years alone, the available system power has climbed from 15 kW to 40 kW—a 2.5X surge.
Why now?
Reliable high-power fiber lasers were available several years before the UHP cutting trend started, with 100 kW industrial fiber lasers available as early as 2013.1 But it was only after the rapidly declining price per kilowatt of lasers within the past few years that the barrier to entry into UHP laser cutting was reduced. Cutting heads to reliably handle such high optical power levels within the harsh cutting environment also became available, as well as cutting libraries for UHP cutting systems.
Test setup
For the tests presented here, IPG YLS-40000 40 kW and IPG YLS-30000-ECO2 30-kW high-wall-plug efficiency fiber lasers were used, set up with 100 µm fiber core diameter and the IPGCut-HP cutting head to assess the cutting speed and quality in different metals. To the extent of the authors’ knowledge, 40 kW laser power in 100 µm fiber core diameter is the highest level of laser source intensity ever used to date for industrial laser cutting. We selected a 100 µm fiber core diameter because of the additional 10–25% increase gained in cutting speed compared to 150 µm diameter.
Higher cutting speeds
Our experiments show laser cutting speed increases with increasing average power up to 40 kW for all metals tested, including stainless steel, carbon steel, and aluminum. Figure 2 shows the increase of cutting speed vs. laser power within the range of 12 to 40 kW, for 6–40 mm carbon steel with air-assist gas. The percentage gain in speed increases with increasing metal thickness. For example, a 280% increase in cutting speed for 12-mm-thick carbon steel from 15 to 40 kW (a 270% increase in power) is observed, while a 420% increase is observed for 20-mm-thick carbon steel. For 30 mm carbon steel, going from 30 to 40 kW (a 33% power increase) leads to 66% faster cuts. This suggests that UHP lasers with even higher power may lead to further productivity gains in thick cutting.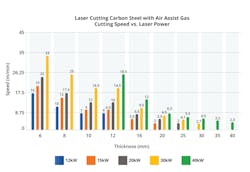
To harness the high cutting speed that UHP lasers provide to achieve a significant reduction in cycle time, it is important to cut parts at high accelerations, especially for thinner materials. In recent years, the acceleration limit on typical machines has shifted from 1 g to 3 g to cope with higher laser powers. On the high end, UHP laser cutters with accelerations as high as 6 g were introduced, along with mechanical designs to support such forces without significant path deviations.
Lowering cost per part for fast return on investment
UHP laser cutting (vs. lower power) significantly reduces the cost per part and leads to a fast return on investment and higher profitability. In laser cutting, a major contributor to the operating cost is gas consumption, and gas costs tend to increase significantly with part’s thickness.
UHP laser cutting requires the same or less gas pressure and nozzle size as lower-power cutting. But the cutting speed increases dramatically, which reduces the cutting time per part and substantially reduces gas consumption. For example, a 30 kW laser can cut a typical 16-mm-thick stainless steel part in half the cycle time compared to a 15 kW laser—cutting gas consumption in half.
The electricity consumption of the laser and chiller typically grows linearly with power. Despite that, the electricity consumption of the rest of the cutting machine tool remains about the same. Therefore, with half the cycle time per part in the previous example, we lower the overall electricity costs per part with increased laser power. With continuous developments, high-power fiber lasers’ energy efficiency exceeds 50% and further contributes to electricity savings.2
Factors other than faster cutting also contribute to gas savings with UHP lasers. UHP lasers allow for fast, dross-free cutting of thick carbon steel with high-pressure air, compared to the use of more expensive nitrogen or much slower oxygen cutting. In both nitrogen and air cutting, UHP allows for reduction of gas pressure needed for dross-free cuts. For example, for dross-free cuts in 20-mm-thick carbon steel at 15 kW, air pressure higher than 16 bar is needed, while 10–12 bar will be sufficient at 20 kW or higher. Since gas usage roughly varies linearly with pressure (at the same nozzle size), significant pressure reduction contributes to gas savings and eases the specification of gas generation equipment.
A high-power laser cutting system with twice the productivity vs. lower power is not twice as expensive. This is because the cost per kilowatt decreases with increasing laser power. In addition, the higher laser cost is absorbed in the total machine tool cost, which can have a marginal increase vs. a lower power laser tool. Therefore, it is not surprising to see a UHP laser cutter with 2x productivity gained by higher laser power with only 30–40% higher capital cost.
With significantly higher productivity, one UHP system can replace multiple lower-power systems, requiring a proportionally smaller footprint, fewer operators, and fewer facility preparations. On the other hand, the reliability requirements for UHP fiber laser sources and cutting heads are higher to maintain productivity. Namely, for the fiber laser source, stable power output and beam quality over the long term is required, driven by the quality of diodes, components, and optical integration. As for the UHP cutting head, it should handle high optical power, high-pressure gas, dust, process heat, and high acceleration for reliable operation.
New process options for cutting steel
Carbon steels can be cut with oxygen, nitrogen, or air-assist gas. Figure 3 summarizes the pros and cons of using each assist gas. While oxygen cutting excels at cutting thick carbon steel with lower laser power due to additional oxidation energy, it can become a productivity hindrance, because its speed does not scale well with laser power. On the contrary, air cutting of carbon steel scales well with power (see Fig. 2). For example, for 16-mm carbon steel, oxygen cutting speed remains flat from 10 to 30 kW, around 2 m/min, while the air cutting speed at 30 kW rises to higher than 9 m/min, which is 4.5x faster than with oxygen.
Thicknesses exclusively cut with oxygen at lower power and lower speed can now be processed several times faster and with good quality using UHP lasers and air. For low-power lasers, air cutting results in hard-to-remove dross and an undesirable surface quality. Development of this new high-productivity UHP fabrication option has been enthusiastically accepted by industries that heavily rely on thick steels, such as manufacturing construction equipment and heavy industry applications.
Improving range, throughput, and quality of thick cutting
Tests show an increased thickness cutting capability as the power of UHP lasers increases. For example, Figure 4 shows nitrogen cutting of 70-mm-thick stainless steel at 30 kW, and air cutting of 230-mm-thick carbon steel at 40 kW, both in pulsed cutting mode.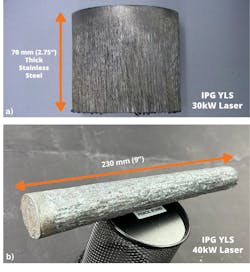

In oxygen cutting of carbon steel, increasing the power increases the thickness limit at which the desired “glossy surface finish” can be attained; for example, it shifts the limits from approximately 6 to 8 mm at 4 kW to 30 mm at 15 kW. Figure 5d shows a sample of 30-mm-thick carbon steel cut with 15 kW.
Faster, cleaner piercing
By using the high peak power of UHP lasers in the pulsed mode, thick metals can be pierced fast, without excessive spatter. Approximate pierce time for 16 mm stainless steel is sharply reduced from >1 second with 6 kW, to 0.5 seconds at 10 kW, and to 0.1 seconds at 20 kW. Pierces ≤ 0.1 seconds are typically considered “instantaneous” for all practical purposes. Higher peak power increases the aspect ratio of the molten pool, which enables bridging the thickness faster with less lateral melting. Reduced lateral melting of the material also minimizes the top surface spatter.
Competitiveness of UHP laser cutting
Several technological developments during the past six years contributed to improving laser cutting performance, including: 1) selective focus spot size through variable collimator or multicore fiber, 2) rapid beam spinning for enhancing throughput and quality in certain metals, 3) CW lasers with high peak power for faster, cleaner piercing/intricate cutting, and 4) UHP lasers.
Although the needs of industries are diverse, and all enabling technologies have their use within specific segments, UHP laser cutting is a leading technological trend driving the improvement of laser cutting performance. This is evidenced by the high number of laser cutters globally adopting UHP lasers. With increased exposure to UHP lasers, application engineers are learning that the throughput and quality benefits of UHP cutting are versatile and often outpace those of other enabling techniques at lower laser powers, with fewer complexities.
Increased range, quality, and cost-effectiveness of UHP lasers in thick cutting, especially at 15 kW and higher, has made them more competitive than high-amperage plasmas. Comparative tests show that a 20 kW fiber laser is 1.5–2.5X faster than a high-amperage (300 A) plasma cutter for up to 50-mm-thick stainless steel. For carbon steel, the same shows more than 2x faster cutting up to 15 mm thickness. Calculations suggest that the total cutting cost per meter is comparatively reduced by about 2X with 20 kW laser vs. plasma for 15-mm-thick carbon steel. With a 40 kW laser, the productivity difference is more staggering because it cuts stainless steel sections of 12–50 mm thickness 3–4X faster, and mild steel sections of 12–30 mm thickness 3–5X faster than high-power plasma.
Adoption of UHP lasers
The main driver for adoption of UHP lasers for cutting has been higher productivity and the resulting lower cost of cutting per part, compared with lower-power lasers and other cutting processes such as plasma cutting. The speed gains enabled with UHP lasers provide manufacturers economies of scale; e.g., a 33% power increase from 30 to 40 kW results in cutting speed increases up to 66%.
UHP lasers enable high-quality, fast air-assist cutting of steels, which offers advantages over much slower oxygen cutting and more expensive nitrogen cutting. Air-assist 40 kW laser cutting of steels up to 50 mm was 3–4X faster than a high-power plasma in our tests.
UHP lasers are making laser cutting more competitive in many other ways, such as an increased range and quality of thick cutting (up to 230-mm-thick cutting), reduced or eliminated post-processing costs (due to dross minimization), reduced floor space and facility costs, eased workforce requirements, as well as enhanced quality and throughput of piercing.
These benefits will become even more enticing as UHP lasers continue to increase in power and energy efficiency—improving their ability to transform cutting applications across various industries rapidly and economically.
REFERENCES
1. E. A. Shcherbakov et al., “Industrial grade 100 kW power CW fiber laser,” Advanced Solid-State Lasers Congress (2013).
2. See https://bit.ly/3BwOdlS.
About the Author
Rouzbeh Sarrafi
Senior Applications Scientist, IPG Photonics
Rouzbeh Sarrafi is a senior applications scientist at IPG Photonics (Oxford, MA).
Jason Jia
Application Engineer, IPG Photonics
Jason Jia is an application engineer at IPG Photonics (Oxford, MA).
Jing Zhang
Application Department Manager, IPG Photonics
Jing Zhang is an application department manager at IPG Photonics (Oxford, MA).
Marco Mendes
Director of Laser Applications Engineering, IPG Photonics - Materials Processing Systems Division
Marco Mendes is director of laser applications engineering at IPG Photonics – Materials Processing Systems Division (Marlborough, MA).