Laser drilling for taper holes

Filters are used in a growing number of industries, including food processing, machining processes, industrial recycling, waste management, water treatment, and air and gas filtration. Each of these applications has specific perforation size requirements that will vary based on the size of the particles being filtered. The materials used to manufacture the filter mesh vary from large cast forms, thin sheet metal, folded fibrous materials, and metallic and organic compounds compacted into various shaped canisters—for example, carbon or fiber filters.
For metal filter meshes made from thin sheet metal, there is a balance between having enough openings to maximize the fluid flow through the filter and having enough material to withstand the pressure delta and mechanical stress associated with a filtration process. Additionally, based on the media being filtered, there is a specification for the perforation in the mesh to ensure the desired material is filtered. During the manufacturing process, the ability to control the dimensions of the perforation is essential to manufacturing a quality filter mesh.
During normal use, the filter mesh will accumulate material, eventually requiring the filter to be replaced or cleaned by reversing the flow of the medium going through the filter, mechanical brushing, using air or another “fluid” to clean the filter mesh, or a combination of these methods. When the filter mesh needs to support this self-clean process, it may be beneficial for the filter perforation to have a tapered configuration that allows the trapped material to be easily pushed out to reopen the filter perforations.
The manufacturing processes for metal filter meshes have unique challenges and limitations when the holes are punched, mechanically drilled, or created through a material stretching process. Each of these processes may create residual mechanical stresses that can lead to warpage (twisting or cupping) of the material. Typically, the warpage is corrected through a secondary operation or by having a structural frame attached to the mesh to maintain the desired shape of the filter.
Fiber laser for drilling
An alternative method to creating these perforations involves the use of a fiber laser. This laser can percussion-drill or trepan the perforation with precision and speed while minimizing the residual stresses in the filter material.
The fiber laser drilling process dramatically expands the filter mesh design options. The perforations can be round, square, oval, tapered, angled, or custom geometry. The metal surface can be flat, circular, or a complex 3D shape. Because the fiber laser is an integral part of a 5-axis machine, the various perforations can be applied to a variety of 3D surfaces. This enables the perforations to be placed and shaped as required to help optimize the filtration process. With this additional flexibility in the manufacturing process, filter designers now have an additional machine tool to create nearly limitless designs and effects.
Using a fiber laser also lowers the fabrication costs when compared to mechanical drilling processes. The focused laser beam is the “drill or cutting bit” and it eliminates the cost of the consumable tool from the process. The fiber laser will drill millions of perforations and does not need to be replaced or sharpened.
A past challenge for laser drilling small, very dense perforation patterns in filters was the “spatter” or dross going into adjacent and nearby perforations, changing the geometry or blocking the perforations. This is problematic because the perforations are no longer uniform, the filtering characteristics are altered, the filter efficiency is lowered, and the process does not consistently create quality perforations.
Recent changes in laser drilling technology and control advancements enable fiber lasers to produce tapered holes in a dense pattern for filters and attenuators. These advances will also reduce cycle times when compared to traditional manufacturing processes in the production of small-hole filter meshes.
A focused study was conducted to answer how fast a fiber laser can drill a dense pattern of tightly spaced holes and yield clean tapered holes in 2-mm-thick stainless steel.
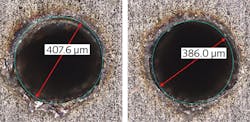
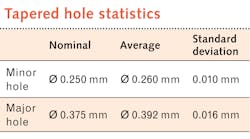
A nominal Ø 0.250 mm was used for the minor diameter (metering hole in the filter) and a nominal Ø 0.375 mm was chosen for the major diameter (6.25% nominal taper). Additional challenges for this study were the high material-thickness-to-hole diameter ratio: of 8:1 (see Fig. 1)—the end result must have little to no dross, the holes must be free and clear of spatter, and the processing time per hole optimized to be as short as possible. Percussion drilling was the preferred method.
Investigation results
Using a fiber laser and recently patented drilling nozzles, Prima Power Laserdyne (Brooklyn Park, MN) systems can consistently laser-drill a dense pattern of tapered holes with a nominal minor diameter of 0.250 mm and a nominal major diameter of 0.375 mm, and yield clean tapered holes with extremely low spatter buildup. This reduces the time needed to clean the parts after the laser drilling process while ensuring consistent hole quality.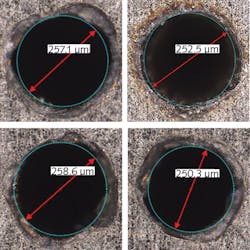
Summary
The fiber laser and correct nozzle will very quickly, consistently, and cleanly percussion-drill small tapered holes in a dense pattern. There was extremely low spatter and little post-cleaning required after the drilling process. As expected with a goal of a very short cycle time, there was hole geometry and diameter variation—there is a tradeoff between cycle time and hole diameter variation. The geometry and hole diameter variation can be reduced with a minor increase in the cycle time/hole.
For larger perforation shapes and sizes that exceed the percussion drilling process, a trepanning process would be used to produce clean openings for the filter mesh.
About the Author
Dominic Louwagie
Product Manager, Prima Power Laserdyne LLC
Dominic Louwagie is Product Manager at Prima Power Laserdyne LLC (Brooklyn Park, MN).
Jeff Lehmkuhl
Laser Applications Engineer, Prima Power Laserdyne LLC
Jeff Lehmkuhl is Laser Applications Engineer at Prima Power Laserdyne LLC (Brooklyn Park, MN).