Carbon dioxide lasers for the packaging and printing industries

Carbon dioxide (CO2) lasers are widely used in applications that include perforating, scribing, marking, engraving, and kiss cutting.
Laser perforating
With volumes of waste around the world increasing year-on-year, keeping food fresher for longer is a key priority for many food manufacturers. Modified atmosphere packaging (MAP) technology uses laser-perforated holes to regulate the levels of oxygen, CO2, nitrogen, and other gases inside the pack, maintaining the freshness and extending the shelf life of the fruit and vegetables inside (FIGURE 1). In turn, that gives consumers more time to enjoy fresh food, ultimately reducing wastage.
The SR series of CO2 lasers from Luxinar (Kingston-upon-Hull, England) are rated to ensure a high level of protection against water and dust ingress, and are the most suitable for this application. They can be used to perforate holes at regular intervals across the packaging film in accordance with the respiration rate of the produce inside. This hermetically sealed CO2 laser is integrated in packaging machinery, where hole size can be monitored continuously and adjusted on the fly, so the film can be perforated accurately and reliably. In this way, the color, taste, and nutrient content in food is preserved, mold growth is inhibited and the shelf life is increased in a controlled and predictable manner.
Easy-tear scribing
Lasers like the MULTISCAN CO2 laser from Luxinar can be used to create easy opening pouches and sachets for various food products (FIGURE 2). The laser is used to selectively weaken the packaging material, enabling it to tear easily along the scribed line. As the laser does not cut through the packaging film, the pouch remains airtight until opened by the consumer.
These laser systems are available in three wavelengths to suit different packaging films. The process is fast and highly flexible; the same laser could be used to scribe, mark, and perforate the packaging as required. The noncontact nature of the process means there is no downtime due to tool wear or breakage.
Marking a range of packaging
The laser marking process is quick, clean, and reliable (FIGURE 3). Marks are indelible and tamper-proof, and consumable costs are effectively nonexistent once the laser coder is installed. This makes laser coding an attractive alternative to traditional ink-based technologies.
Solutions for high-speed marking and coding
Food labeling legislation is becoming more stringent and there is pressure on the industry to mark lot numbers, batch codes, and “best before” dates on products. Because it is applied to each item, this information must be frequently updated. Lasers are now a popular choice for food packaging companies for a number of reasons that include the diversity of the material they can mark and the longevity of the inscription compared to the alternative inkjet printing method.
Marking plastic and glass bottles
Beverage marking systems must be able to operate in hostile environments, and to withstand regular washing in order to comply with hygiene legislation. Luxinar’s MULTISCAN HE is currently the only high-speed CO2 laser marking system able to meet the demands of the world’s fastest labeling systems. This highly versatile system can mark alphanumeric text, QR and data matrix codes, and complex graphics onto a variety of surfaces, including paper labels, plastic bottles, painted metal cans, and hot glass bottles.
Solutions for flexography
The OEM 45iX laser, compact with an integrated RF power supply,is a best-seller for Luxinar due to its versatility and the ease with which it can be integrated into existing production lines. A short optical pulse with high peak power improves edge quality and minimizes the heat-affected zone. The power stability of 1% ensures a high level of process repeatability, making it an attractive solution for direct laser engraving on flexo-printing plates (FIGURE 4).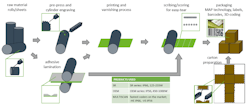
As a general rule, the desired speed of a laser source is proportional to the power level required. Therefore, for a more delicate product, or if a cost-sensitive solution is required, another laser from the SR series could be a better option.
Solutions for digital printing
CO2 laser-based machine tools are well-established across many industries and have become the tool of choice for both narrow and wide web applications. Laser processing provides flexibility with extremely accurate control of cut depth, high repeatability, and consistency, but without the need to change tools, unlike the mechanical alternatives.
All of Luxinar’s CO2 laser sources allow companies to design modular machines to process a range of plastics and paper using the appropriate wavelength. The laser source can be easily integrated into existing production lines, coupled with a galvo-based system, a cutting head, or a combination of both.
Lasers offer flexibility and stability for kiss cutting labels
In the packaging and label markets, mechanical (or die) cutting is well suited for high-volume standard products. Innovation is a key differentiator and companies try to devise new ways to package their products. This trend in innovation means that packaging labels are changing in shape and size on a regular basis and new materials are being used, so the packaging industry needs flexible tools. The laser provides this flexibility.
Labels are made up of different materials such as paper, plastics, or a combination of both. These materials absorb light in a different way. In a market where paper labels are the dominant products, 10.6 µm lasers will be preferred over other wavelengths. A 10.6 µm wavelength laser will also offer 10% more power than a 10.25 µm wavelength laser. On the other hand, if the labels are mainly made of a combination of plastics (PP, PET, etc.), a 10.25 µm wavelength will be preferred. Some OEMs will favor the 10.25 µm wavelength in order to offer greater cutting flexibility to their customers.
Another key factor is the stability of the laser. Label stocks are made up of 3 layers: the carrier or base material, the bonding agent, and the “sticker” itself. To produce a label, manufacturers use a kiss cutting process: the laser has to cut the sticker and the bonding agent without damaging the carrier material.
For a given label shape when cutting paper, the laser is normally used at a high duty cycle whereas when cutting PP, the laser is used at a lower duty cycle. Having a stable laser throughout the power range allows a producer to control the depth of cutting and therefore the quality of the label.
About the Author
Louise May
Senior Applications Engineer, Luxinar Ltd
Dr. Louise May is senior applications engineer at Luxinar (Kingston-Upon-Hull, England).