Nanosecond pulsed fiber lasers: A flexible solution for cleaning and surface functionalisation

The nanosecond fiber laser has long been the source of choice for reliable, cost-effective marking on many materials. In recent years, however, new nanosecond fiber lasers have been developed that transcend the marking application space. Preserving the relatively low price point and maintenance-free value proposition of fiber lasers, these new sources, characterised by higher pulse energies, increased peak powers, and greater average powers, are now displacing incumbent technologies for micromachining applications such as thin-section cutting, joining, and surface treatment.
At the vanguard of this revolution is the new range of nanosecond fiber lasers from SPI Lasers (Southampton, England), capable of producing up to 50 kW peak power and 250 W average output. Utilising directly modulated seed laser technology and PulseTune functionality, these lasers provide versatile pulse duration control from 3 to 2000 ns, enabling the output to be optimised for use in cleaning, ablation, and surface functionalisation. Key to this is the characteristic temporal shape of the pulses that are produced. These pulses are distinguished by a fast-rising edge followed by an exponentially decaying tail.
Compared to a more-Gaussian pulse shape, the PulseTune output exceeds thresholds for ablation earlier in time, enabling a greater proportion of the total pulse energy to be utilized and ultimately leads to higher process efficiency and reduced residual heating of the substrate material. Unlike traditional Q-switched lasers, the PulseTune functionality also enables peak powers to be maintained at high pulse repetition frequency, allowing increases in speed for some processes. Pertinent to cleaning applications, these new nanosecond fiber lasers also offer a range of beam quality options, providing another dimension for optimising energy and peak power density, leading to best-possible coverage of the surface area.
Laser cleaning and ablation
When cleaning a surface, we are primarily interested in the removal of an unwanted layer with minimal impact to the underlying bulk material. Existing processes for this include mechanical brushing, sand or grit blasting, and chemical or dry ice treatment. Both brushing and blasting can be extremely dirty and noisy with high levels of consumable material and machine wear. Chemical treatment, on the other hand, can involve solvents that are hazardous to the environment, leading to high cost of consumables and waste disposal. Laser cleaning offers a solution for these issues while providing a greater level of control in the delivery of energy to the surface, making it more precise and reproducible with much less waste material.
Laser cleaning is also surprisingly scalable, with solutions becoming available at both the micro-level and for very large surface areas associated with the cleaning of aircraft or buildings. For this reason, commercial laser cleaning systems are being developed with a multitude of different architectures. Some systems are semi-portable with handheld process heads, which incorporate at least one axis of galvo-scanning to raster the beam over the surface to be cleaned (FIGURE 1). Other systems employ motion control stages for high-precision processing or robotic arms for multi-dimensional surface cleaning or remote processing, which is particularly useful for the decommissioning of nuclear facilities.
It is important to note that the mechanisms of light-matter interaction are not the same for all laser cleaning applications. Effective cleaning may include a combination of ablation, evaporation, melting, and melt ejection by the creation of vapour pressure. Generally speaking, the efficacy of a cleaning process is dependent on a number of parameters. In the ideal situation, the laser light should be well absorbed in the layer to be cleaned, but below the relevant process thresholds for the substrate material. In this way, the process can be made to be self-limiting such that over-processing will not cause significant damage to the substrate. This can be achieved by optimising the laser wavelength or by adjusting beam parameters such as the pulse energy, pulse duration (peak power), and beam profile (energy and peak power density). Key performance indicators for laser cleaning often include surface quality, edge quality, and process speed.
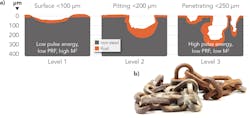
The removal of rust and oxide layers from metals is another laser cleaning application that is gaining popularity due to the speed and flexibility that it offers. The process of removing rust from a metal appears to be the same as removing a painted layer, but there is a key difference. Rust and oxides are able to chemically corrode the bulk material, pitting and penetrating such that they are not just present on the surface (FIGURE 3). To fully remove high levels of rust, it is necessary to also engrave a thin layer of the substrate. The important takeaway is that the laser parameters needed to efficiently remove surface rust are not the same (in fact, practically opposite) as the parameters needed to best remove penetrating rust.
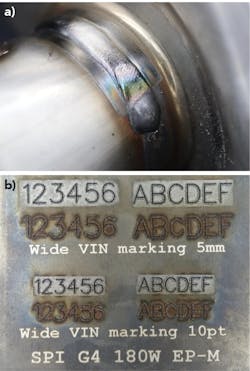
Laser cleaning is also replacing traditional methods for weld preparation whereby protective galvanic layers are selectively removed from metals before they are joined. FIGURE 4 shows the removal of zinc oxide from mild steel in readiness for welding and subsequent re-galvanisation. For this application, the longest, more-energetic nanosecond pulses were found to be beneficial for total oxide removal and best edge quality. Process speeds of >100 mm2/s are achievable at 200 W average power.
Demand for laser cleaning is not only being generated from traditional markets, but also from new end-user verticals such as the rapidly growing e-mobility industry. This is driven by applications such as the stripping of PEEK, PI, and PAI dielectric coatings from motor hairpins, the removal of specialised coatings from battery foils, and the cleaning of automotive rubber tyre mould tools.
Casting the net wider, in the production of consumer electronics, new nanosecond fiber lasers are replacing solid-state sources to selectively and precisely remove thin films of visibly transparent, electrically conductive layers from glass. An example of this is shown in FIGURE 6, where indium tin oxide (ITO) has been quickly and effectively removed for edge deletion on display panels. Typical layers of this nature can be removed at a rate of nearly 20 cm2/s using a 200 W nanosecond pulse fiber laser.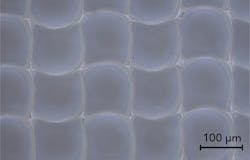
Laser surface functionalisation
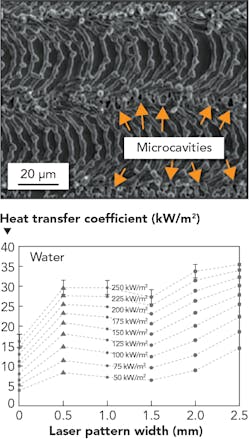
In a further expansion of the application space, the latest nanosecond fiber lasers venture beyond cleaning, now lending themselves to surface functionalisation applications that had been previously considered the exclusive domain of ultrafast sources. Driven by improved peak powers and power densities, nanosecond fiber lasers are now driving developments for both the increase and decrease of surface friction coefficients, reducing drag in fluid dynamics or increasing the efficiency of mechanical breaking systems. FIGURE 7 shows an example of laser surface polishing, arising from controlled Marangoni flow, which is interesting for the field of high-precision tools, dies, and medical implants.
Offering a flexible, cost-effective parameter space, new nanosecond fiber lasers are enabling the next generation of sources for cleaning, ablation, and surface functionalisation, allowing the user to selectively remove material with speed, control, and consistency. An increasingly diverse range of industries across the globe are turning to these innovative manufacturing tools to enhance productivity and simultaneously drive down costs. From markets as diverse as battery and e-mobility to automotive and solar, the flexible characteristics of nanosecond pulses are hard to beat.
About the Author
Jack Gabzdyl
Industry Manager – Electronics, TRUMPF Laser UK Ltd
Dr. Jack Gabzdyl is Industry Manager – Electronics at TRUMPF Laser UK Ltd (Southampton, England) and has more than 30 years of laser materials processing experience. He obtained his PhD in laser processing from Imperial College London in 1989. He has since had a number of technical and marketing positions at BOC Gases, Advanced Laser Solutions, and TWI before joining TRUMPF (formerly SPI Lasers) in 2007.
Dr. Mike Poulter
Product Manager, SPI Lasers
Dr. Mike Poulter is Product Manager at SPI Lasers in Southampton, England.