Fully reflective, coaxial laser wire additive manufacturing
As additive manufacturing evolves to include higher deposition rate processes, direct energy deposition (DED) using wire-based methods (gas metal arc welding, electron beam welding, and laser welding) are attracting more attention. Several laser wire DED devices show promise, and this has created the stimulus for achieving a higher deposition rate solution. EWI (Columbus, OH) has addressed this DED additive manufacturing opportunity through the development of a totally reflective, omnidirectional, coaxial optic with virtually unlimited laser power capability, the latest development results of which are presented here.
Additive manufacturing overview
Additive manufacturing, 3D printing, and other “CAD-to-part” concepts have permeated many design and manufacturing sectors in global manufacturing economies. Plastic additive manufacturing is so widespread and affordable that it even appears in home hobby workshops. Metal additive manufacturing, primarily laser powder-bed fusion (LPBF), is a rather more expensive and complex solution, but it too has been so compelling that major global organizations are acquiring hundreds of LPBF machines and, frequently, the companies that produce them.
The success of metal additive manufacturing has increasingly led to interest by companies that manufacture larger parts than those that are technically and/or economically feasible with LPBF. This growing next step-up in metal additive manufacturing productivity and scale is broadly addressed by DED techniques, which are accomplished using many different processes, including but not limited to:
- Laser metal deposition (blown powder)
- Gas metal arc welding (GMAW; wire)
- Gas tungsten arc welding (wire)
- Electron beam welding (EBAM; wire)
- Ultrasonic additive manufacturing (strip)
- Supersonic powder deposition (powder)
- Laser wire additive manufacturing (wire)
There are obvious distinctions (deposition rate, resolution, heat input, material utilization, etc.) among this group of DED additive manufacturing processes, but in general, the wire-based processes are the most material-efficient and usually provide the highest productivity. Metal wire for DED additive manufacturing is available in virtually every alloy, as well as clad wires containing carbides and/or other metals. Wire-based DED is accomplished with nearly 100% metal transfer to the work, and the wire feedstock presents no concerns about airborne powder exposure or explosion potential.
From a DED wire additive manufacturing equipment standpoint, the GMAW solution is clearly the most cost-effective, while the EBAM solution occupies the other end of the cost spectrum. Both have demonstrated and/or advertised deposition rates of 10 to 25 lbs. per hour. On the other hand, the GMAW DED process allows virtually unlimited part size, while EBAM has vacuum chamber constraints on part size. Laser wire DED additive manufacturing has the potential to compete on the productivity and scale fronts while not approaching the high equipment-cost level set by EBAM.
Laser wire additive manufacturing options
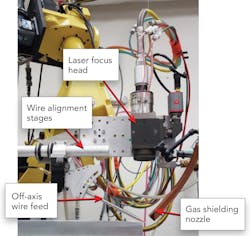
Further down-selecting within the laser wire DED additive manufacturing field, there are two fundamental alternatives: off-axis wire feeding and coaxial wire feeding. Off-axis, wire-fed laser additive manufacturing can be accomplished with a simple combination of a wire feeder and laser focusing (or beam shaping) optics (FIGURE 1). Off-axis wire feeding requires that the wire-feeding mechanism be rotated as the build process changes direction on the part. This “last axis” complexity (also shared by GMAW additive manufacturing) can constrain process motion and add to part path motion complexity. So, to eliminate this complexity/constraint, a number of research organizations and laser equipment manufacturers have introduced coaxial wire feeding solutions. While each of these “coax” solutions delivers wire perpendicular to the work surface and offers omnidirectional motion, several of the laser beam delivery solutions actually use multiple, distinct, and adjustable focal spots to melt the wire. Other solutions (including the subject of this article) use truly coaxial laser power input to the perpendicular wire feed.
Further distinguishing characteristics among the various “coax” laser wire additive manufacturing solutions are their laser power handling capability and the optics’ robustness. EWI’s goals in coax development are to enable much higher productivity and eliminate the traditional optical barriers to higher laser power and improved robustness. Quite specifically, these barriers are the familiar transmissive optics that so often plague high-power laser applications. Most notorious among them are the cover windows that inevitably introduce process variability and may require frequent replacement. And, considering the very long, continuous build times that are encountered in the additive manufacturing world, the cover window problem there will be more severe than ever.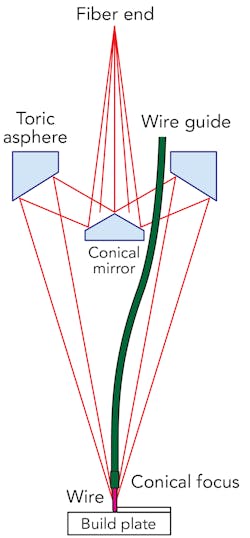
Designing the EWI coax additive manufacturing system
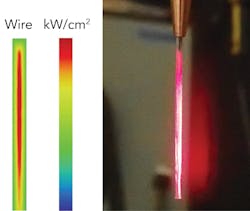
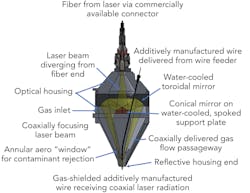
The most straightforward way to overcome the above optics problems is to design a true laser coax solution with no transmissive optics. In other words, use only reflective optics, and find a different way to protect them from contamination. This development effort began with a simple sketch (FIGURE 2) to communicate the fundamental concept to the design team. Initial values for the beam engagement shape on the OD of the wire were chosen, and thermal analysis of the resultant heating confirmed that complete wire melting could be achieved at the chosen build plane.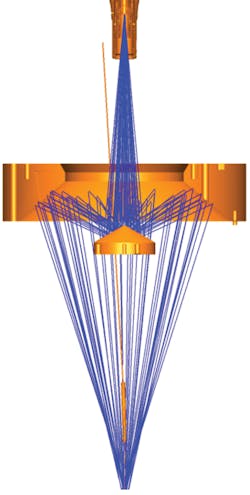

First coax additive manufacturing performance
Trials for the first additive manufacturing build development activities were carried out using a Yaskawa robot (FIGURE 7) for motion of the coax deposition optic. Introducing the work plane to this aggressive wire melting performance turned out to be more challenging than expected for more than one reason. First, it was important to identify the ideal work-plane location for different combinations of power and wire feed speed. For this, there was no modeling method to bring to bear on the situation, and significant effort was expended on empirical trials. Eventually, favorable combinations of parameters began to emerge and stable metal deposition results were achieved.

Next steps
An improved understanding and execution of wire straightening is clearly needed, as wire straighteners don’t exactly come with instructions. This tedious, empirical, and mechanical endeavor is underway. Additionally, our observations of wire melting and melt deposition have provided insight that will help inform adjustments to the wire heating pattern for improvements in process performance and stability—that design activity is also underway. In addition to these improvements, there are many anticipated trials to be conducted with different wire alloys and cored wires.
Concluding comments
This first outing of a fully reflective focusing optic development has been a remarkable success. Design concept, optical modeling, thermal modeling, mechanical modeling, and strong manufacturing methods have all led to a convincing demonstration of the potential for this additive manufacturing DED solution. Very high laser power handling capability and additive manufacturing with wire melting have been demonstrated, and there is no obvious productivity limitation in sight.
The important remaining improvements and application developments that lie ahead can certainly be undertaken with the knowledge and confidence that the concept fundamentals and system manufacturability are sound. EWI welcomes outside contribution and collaboration to bring this important additive manufacturing technology to manufacturing fruition.
ACKNOWLEDGEMENTS
The principal project contributors are Stan Ream for the design concept; Craig Walters for the Zemax and thermal modeling; Jake Hay for the design, solid modeling, and manufacturing management; and II-VI Incorporated for the optics manufacturing. The EWI coaxial optic is patent-pending.
About the Author
Stan Ream
Technology Leader, Lasers and Fuel Cells at EWI
Stan Ream is an internationally recognized expert in industrial lasers, process development and analysis, and manufacturing systems design and performance. As laser technology leader at EWI (Columbus, OH), Stan focuses his experience on solutions to the joining challenges facing all EWI industry sectors.
Jacob Hay
Applications Engineer - Laser Processing at EWI
Jacob Hay is Applications Engineer - Laser Processing at EWI (Columbus, OH).
Craig Walters
President, Craig Walters Associates
Craig Walters is President of Craig Walters Associates (Powell, OH).