E-mobility offers opportunities for fiber lasers

E-mobility represents one of the great predicted mega-trends for the next decade. The rationale is clear: the world needs to break its dependency on fossil fuels, so electric vehicles offer one obvious solution.
Over the past 10 years, electric vehicles (EVs) have been championed by the world’s eco-warriors, but that has been rapidly changing over the past few years with the release of smart vehicles, such as those offered by Tesla, blazing the way forwards. Predictions suggest that by the mid-2030s, EVs will be outselling gas- and diesel-powered models.
From a manufacturing perspective, this is a paradigm shift from combustion engines to electric motors. Passenger vehicles can be either plug-in hybrid vehicles (PHEVs) or battery electric vehicles (BEVs), both of which need batteries and electric motors, so a new suite of components needs to be designed for mass manufacture. E-mobility mainly refers to four-wheeled vehicles, but two-wheelers also offer a significant opportunity—in some major cities, these cycles and scooters are revolutionizing urban mobility (FIGURE 1).
Cutting battery components with fiber lasers
Fortunately, industrial lasers are the ideal tools for manufacturing key components within batteries, motors, and supporting electronics, stimulating a significant rise in demand—particularly for fiber lasers.
Breaking down the key requirements in terms of opportunities for lasers, let’s use individual lithium-ion battery cells as an example. These have layers of coated anodes/cathodes made from thin aluminum/copper foils used in both cylindrical and prismatic cell designs. The first step where lasers can be involved is in the cutting of the electrodes. Traditionally, this has been done using mechanical cutting/stamping techniques, but there is a significant swing to the use of lasers for this process due to their more-efficient speed, lower cost, and higher quality.
Quality is key and there are stringent requirements on aspects such as burr formation, delamination, particle debris formation, and heat-affected zone (HAZ). These foils are typically very thin—around 10 µm for copper anodes and 15 µm for aluminum cathodes. Single-mode continuous-wave (CW) fiber lasers can be used effectively for cutting bare foils capable of achieving extremely high cutting speeds with exceptional edge quality, but these may not be the best choice for cutting coated electrodes.
In lithium-ion cells, the electrodes are coated on both sides with proprietary mixes, including lithium metal oxides and graphite, and can measure up to 100 µm, making some foils over 0.2 mm in total thickness. Here, nanosecond pulsed fiber lasers excel, as the short, high-peak-power pulses can cut at high speeds with currently used sources. SPI Lasers’ 200 W EP-Z model, with its high beam quality (M2 <1.6), can reach cutting speeds in excess of 1 m/s with appropriate cut edge quality (FIGURE 2).
There are parallel developments looking at alternative sources such as nanosecond green and even ultrafast picosecond lasers with the promise of higher quality. However, the reality is that this comes at a cost, which is in direct conflict with the prime driver for manufacturers looking to increase speed and reduce total cost.
Other fiber laser processes for batteries
Within the battery cell manufacturing process, there are a number of other opportunities where lasers are being considered, including welding, cleaning, and drilling. A current application that is gaining a lot of attention is bonding multiple foils—stacks with as many as 60 foil sheets are being explored, which is beyond the capabilities of current ultrasonic welding techniques.
Lasers are being actively considered as potential solutions with green and blue wavelengths, but the infrared (IR) wavelength is another option. Cleaning of foils where the coatings are selectively removed to reveal the metallic foils is also a growing application area (FIGURE 3). Again, the same nanosecond pulsed fiber lasers used for cutting can, through optimization of the pulse parameters, be configured to fulfill these cleaning applications, removing all the coating material and causing minimal damage to the metallic foils.
Whether they are cylindrical or prismatic battery cells, these self-contained modules need to be assembled into battery packs where copper or aluminum bus bars are welded to the cells. The thicknesses and types of materials vary quite considerably, but these welds are in general quite challenging. They rely on welding highly reflective and conductive materials (such as copper or aluminum) either to similar or dissimilar material combinations, the latter being a process that is becoming increasingly common.
Given that there are hundreds, if not thousands, of individual cells that need to be joined in a battery pack for an EV, these joints need to be of high quality, reliability, and repeatability. Requiring good static and fatigue strength, these joints must provide good electrical contact resistance, as the power loss at each joint effects the overall efficiency of the pack. Traditional mechanical fastenings with nuts and bolts add weight and cost, so laser welding provides an option to overcome these limitations.
Initial installations have focused on high-energy multikilowatt, multimode laser sources with limited success. The requirements of this application require lap welds and can on occasion require the joining of multiple sheets, which is ideally suited to laser welding. However, the resulting welds often suffer from high heat input, poor overall control of heat input, inconsistency in weld profile and penetration, and worst of all, high levels of spatter.
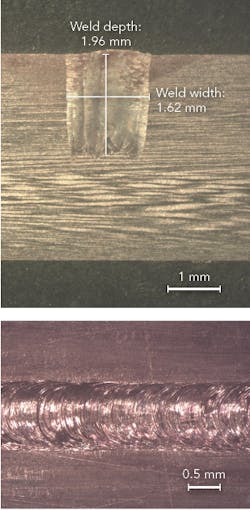
Improved solutions have been developed based on the specific challenges of individual manufacturers’ designs. In instances where material thicknesses are low and the need for control of heat input is high, SPI Lasers’ nanosecond welding process uses a 100 W laser to yield good welds in 300 µm copper tabs (FIGURE 4). This technique enables multiple spots to be made to give appropriate bonding to the focus area using a spiraled spot. Control of heat input and penetration is extremely high, but welding time can be quite slow, given the low average power when compared to welding with a multikilowatt CW laser. Multilaser solutions can potentially increase cycle times.
Welding electric motors
Another significant opportunity for lasers is in manufacturing electric motors, particularly in welding the copper hairpins on the stator. These pins are typically coated with an insulating material that needs to be removed prior to welding. Conventionally, this has been achieved using mechanical means such as wire brushes, but this is difficult to control and prone to heavy maintenance requirements. These coatings can be effectively ablated by nanosecond pulsed fiber lasers, leaving no residual material while simultaneously getting the parts selectively down to bare metal ready for the subsequent welding step (FIGURE 6).

In the future
These examples are not exhaustive, but hopefully reflect the level of dependency and reliance that the e-mobility industry is placing on laser materials processing to provide manufacturing solutions. The ongoing drive to increase the capabilities of tomorrow’s batteries is key to the continued success of this industry sector, and lasers are well positioned to assist across the value chain. The rapid growth of the e-mobility sector and the inevitable need for increased manufacturing capacity will undoubtedly result in significant demand for industrial lasers in the coming decades.
About the Author
Jack Gabzdyl
Industry Manager – Electronics, TRUMPF Laser UK Ltd
Dr. Jack Gabzdyl is Industry Manager – Electronics at TRUMPF Laser UK Ltd (Southampton, England) and has more than 30 years of laser materials processing experience. He obtained his PhD in laser processing from Imperial College London in 1989. He has since had a number of technical and marketing positions at BOC Gases, Advanced Laser Solutions, and TWI before joining TRUMPF (formerly SPI Lasers) in 2007.