Laser assisted machining
Yung C. Shin
LAM benefits a wide range of difficult-to-machine materials
Recent years have seen a substantial growth in the use of advanced materials to obtain improved properties such as high hardness, thermal stability, and wear resistance, which are required to meet the stringent specifications of modern products. Such materials include ceramics, high temperature alloys, and composites. Currently, these advanced materials are fabricated into products by a broad range of manufacturing processes. While forming processes can produce various shapes with a high production rate, the attendant dimensional accuracy and surface finish are often lacking and a finishing operation is usually performed to achieve a high dimensional tolerance and/or a very fine surface finish. Due to the expanding use of such materials in automotive, aerospace, biomedical. and other engineering applications, there is an increasing need for cost-effective finishing processes. Machining processes have been most commonly used as finishing processes when high accuracy or flexibility is required. However, many advanced materials are known to be very difficult-to-machine and in some cases are considered unmachinable by conventional techniques.
With the rapid advancement of laser technologies in recent years, laser assisted machining (LAM) has begun to emerge as a viable industrial option for machining of difficult-to-machine materials. Over the last decade, the author's group systematically demonstrated the capabilities and advantages of LAM for a wide range of advanced materials through a scientific study.
Concept and setup
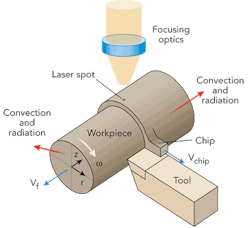
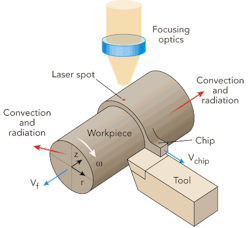
The capabilities of LAM have been developed and applied to various materials including ceramics, high temperature alloys, composites and other difficult-to-machine materials. In LAM a laser provides intense localized heating to the workpiece in front of the cutting region (FIGURE 1). Fine control of the local temperature is possible by adjusting various parameters such as rotational (lathe) or translational (mill) speed, spot size, and laser power. The higher temperatures created by the laser lead to a reduction in strength in the heated regions and an increased machinability, thus leading to higher material removal rate, an ability to machine complex shapes, and a high quality surface finish with little or no thermal related damage.
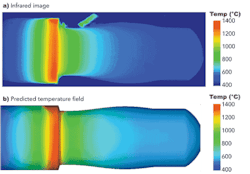
FIGURE 2. Comparison of the infrared image with the prediction after 56 seconds of LAM: a) infrared image and b) predicted temperature field.
A key to the success of LAM is its ability to control the temperature field of the workpiece during operation. This can be achieved by two methods. First, use of an accurate thermal model assists in selection of optimal operating parameters. The thermal models developed at Purdue provide the capabilities of simulating the three-dimensional temperature profiles with material removal for both turning and milling in terms of operating parameters.1,2 FIGURE 2 illustrates the capabilities of the thermal model in accurately predicting the temperature distribution within a workpiece during LAM. Second, it will require in-process temperature measurement using a pyrometer as illustrated in FIGURE 3, which ensures maintaining the desired temperature during LAM.
Laser assisted machining of ceramics
Three types of structural ceramics have been used for LAM: silicon nitride (Si3N4), partially stabilized zirconia (ZrO2), and mullite (65% alumina and 35% SiO2). Representative machining conditions are 0.1~0.2 mm/rev in feed, 0.5~1 mm in depth of cut, and 1~2 m/s in cutting speed. Usually 300 to 600 W in laser power is sufficient in achieving successful conditions of LAM. Under acceptable machining conditions, segmented chips were generated as opposed to power type chips generated by grinding processes. Inspection under a scanning electron microscope (SEM) revealed that the chips are relatively congruent and long, thus indicating plastic deformation.3,5 In general, the chips became more continuous with increasing temperature and became larger with increasing feed.4,5 Specific cutting energy decreased with temperature and was about 3-6 J/mm3 compared with 40~100 J/mm3 typical in grinding. Therefore, much lower mechanical energy is used to remove the material, thus it is less likely to induce the sub-surface damage.
The analysis of surface damage provides answers to the following questions. Does thermal enhancement cause increased plastic deformation and reduced cracking compared to conventional machining and grinding? What is the effect of thermal enhancement on the magnitude and distribution of the residual stresses resulting from machining? Can strength degradation be reduced by LAM? Answers to all of these questions were positive, contrary to some earlier findings and skeptics. Inadequate heating sources and methods used in earlier investigations appeared to be the reasons for earlier negative results. Inspection under a SEM after LAM with suitable conditions reveals little or virtually no cracks in the sub-surface of the parts produced by LAM, and the residual stresses measured by x-ray diffraction were all compressive with the magnitude equivalent to those produced by successful diamond grinding processes. In addition, XRD measurement confirms that the machined parts exhibit no phase or compositional changes.6 This clearly indicates that no adverse results are generated by laser-assisted machining despite the elevated temperature of the material prior to cutting. Precise control of laser heating and temperature gradient is the primary reason why these successful results are obtained.
The last remaining question is whether the elevated temperature due to heating will shorten the tool life. Several earlier investigators concluded that LAM would not be economically justifiable due to shortened tool life at an elevated temperature. However, the cubic boron nitride inserts used in LAM revealed slow development of flank wear. In fact, it was possible to achieve up to 40 minutes of tool life for LAM of silicon nitride under nominal operating conditions.4 This can be regarded as acceptable even for machining of metals and hence is excellent for ceramics. Under the nominal condition, the tool wear was mostly flank wear without any sign of crater wear. In the case of partially stabilized zirconia, a tool life approaching nearly 2 hours was achieved. In the case of mullite, the tool life of about 20 minutes was achieved with an uncoated carbide tool. It would be much longer if CBN tools were used. All these results clearly indicate that LAM can yield very long tool life for machining of ceramics. The economic study conducted also reveals that LAM can reduce the cost of ceramic machining significantly. Despite the added cost of a laser for LAM, the machining cost in LAM is reduced by over 70% over diamond grinding.4
Laser machining of metals and composites
Extensive studies have been carried out on LAM of various metals, including Inconel 718, Ti6Al4V, Waspaloy, hardened steel, compacted graphite iron, high chromium steels and metal matrix composites. Unlike ceramics, these materials are machinable by conventional single point cutting tools. However, their poor machinability usually brings a difficulty in machining and results in high machining cost. LAM brings many beneficial aspects such as reduced cutting force, prolonged tool life, and improved surface finish.
Metals and metal matrix composites exhibit a rapid reduction of hardness above 400~600°C. Therefore, the workpiece temperature doesn't need to be elevated to such a high temperature as in LAM of ceramics. In general, cutting forces decreased with increasing temperature as expected. In the case of Inconel 718, with increasing material removal temperature from room temperature to 620°C, the benefit of LAM is demonstrated by a 25% decrease in specific cutting energy, a 2 to 3 fold improvement in surface roughness and a 200-300% increase in ceramic tool life over conventional machining.7 Moreover, an economic analysis shows significant benefits of LAM over conventional machining with carbide and ceramic inserts.

The cost associated with titanium (Ti6Al4V) machining is high due to lower cutting speeds (<60 m/min) and shorter tool life. LAM was utilized to improve the tool life and the material removal rate.8 LAM with the use of simultaneous cryogenic cooling of the cutting tool, i.e., hybrid machining, improved the machinability from low to high (150-200 m/min) cutting speeds. Two- to three-fold tool life improvement over conventional machining was achieved by hybrid machining up to cutting speeds of 200 m/min with a TiAlN coated carbide cutting tool. Post machining microstructure and micro-hardness profiles showed no change from pre-machining conditions. An economic analysis shows that LAM and the hybrid machining process with a TiAlN coated tool can yield an overall cost savings of ~30% and ~40%, respectively.
Very similar benefits have been also demonstrated for hardened steel, stainless steel, CGI, Waspaloy and high chromium steels. While the properties of these difficult-to-machine materials are all different, very similar benefits in terms of improving tool life, reducing cutting force, and improving surface finish could be achieved without any adverse effects on the microstructure and hardness of the finished parts. All these findings are summarized in TABLE 1.
Metal matrix composites also present a difficulty in machining. Excessive tool wear and high tooling costs of diamond tools make the cost associated with machining of these composites very high. LAM also has been applied to metal matrix composites: Aluminum-matrix MMC reinforced with Al2O3 particulates and Al-2%Cu aluminum matrix composite reinforced with 62% by volume fraction alumina fibers (Al-2%Cu/ Al2O3). LAM was able to improve the tool life and the material removal rate while minimizing the sub-surface damage. LAM significantly reduced the specific cutting energy, surface roughness, tool wear and fiber pullout as compared to conventional machining (see TABLE 1). In conclusion, LAM shows considerable improvement in enhancing the machinability of the high volume fraction, long-fiber MMC through increased MRR, better surface finish, increased tool life, and reduced damage.9
Laser-assisted micro-milling and macro-milling
Laser-assisted machining has also been successfully applied to milling. Unlike in turning, the rotating tool makes the application of laser-assisted machining more problematic. Despite that, a carefully designed beam path and focus pattern could produce very promising results. In laser-assisted micro-milling, the typical setup includes at a minimum: one or more precise (and rigid) CNC stages, a high speed spindle, a laser and miniature endmills. Generally stages with a positional accuracy of a few micron or less, spindles with speeds greater than 100 kRPM, and tools with diameters less than 500 µm are required for successful laser-assisted micro-endmilling. Unlike in macromachining, a low power laser, typically in the range of 20-50 W, is sufficient to provide the requisite heating due to the small spot size used. Laser assisted micro-milling has been successfully implemented in a slotting configuration10,11 and side cutting configuration.12 Improvements have been shown in terms of cutting forces, tool life, and machined surface quality for a range of materials, including aluminum, steel, stainless steel, Inconel 718, and Ti6Al4V. In micro-milling processes, cutting speeds are limited by maximum possible spindle speed and small tool diameters, leading to lower than optimum shear plane temperatures. Laser assisted micro-milling offers the ability to somewhat overcome the size-effect and often eliminates the burr formations, which are known to be a significant problem in mechanical micro-milling.
Macro scale laser-assisted milling has also been successful in machining of ceramics and some high temperature alloys.13,14 Laser-assisted milling of silicon nitride was successfully conducted using TiAlN coated carbide tools by elevating the material removal zone temperature to 1200~1300°C. Laser assisted milling of silicon nitride yielded good surface finish, repeatable performance and acceptable tool wear.14 Laser-assisted milling of Inconel 718 also yielded a substantial improvement of machinability. LAM with the material temperature elevated to 520ºC resulted in 40-50% reduction in cutting force, over 50% reduction in tool chipping and two fold improvement in surface roughness.
Potential and future
In this article, successful application results of LAM for various difficult-to-machine materials have been shown. Many benefits could be established by LAM. At this point in time, evidence is mounting that LAM processes have the potential to provide commercially viable means of improving manufacturing capabilities for difficult-to-machine materials such as super alloys, ceramics, and composites. The higher material removal rates that LAM offers present an opportunity to significantly reduce the manufacturing cost of fabricating products made of these materials. Development of a scientific basis of laser assisted machining and an ability to fabricate complex parts with monitoring and control has taken LAM from laboratory-based experiments to manufacturing processes that can be implemented and precisely controlled in industry, with several successful industrial implementations reported.
Doctor Yung C. Shin is Director, Center of Laser-based Manufacturing, at Purdue University, West Lafayette, Indiana
References
1. Tian, Y. and Shin, Y.C., ASME J. of Manuf. Science and Engineering, Vol. 128, 425-434, May 2006.
2. Tian, Y., Wu, B.X. and Shin, Y.C., ASME J. of Manuf. Science and Engineering, Vol. 130, 031013, June 2008.
3. Rozzi, J.C., Pfefferkorn, F.E., Incropera, F.P. and Shin, Y.C., ASME J. of Manuf. Science and Engineering, Vol. 122, 666-670, Nov. 2000.
4. Lei, S., Shin, Y.C. and Incropera, F.P., ASME J. of Manuf. Science and Engineering, Vol. 123, 639-646, November 2001.
5. Rebro, P.A., Pfefferkorn, F.E., Shin, Y.C. and Incropera, F.P., Trans. of the North American Manufacturing Research Institution, Vol. 30, 153-160, May 2002.
6. Tian, Y. and Shin, Y.C., Journal of the American Ceramic Society, Vol. 89, issue 11, 3397-3405, 2006.
7. Anderson, M., Patwa, R. and Shin, Y.C., International Journal of Machine Tools and Manufacture, 46, 1879-1891, Nov. 2006.
8. Dandekar, C. and Shin, Y.C., International Journal of Machine Tools and Manufacture, Volume 50, 174-182, February 2010.
9. Dandekar, C. and Shin, Y.C., ASME J. of Manuf. Science and Engineering, 2010, Volume 132, Issue 6, 061004, 2010.
10. Jeon, Y., Pfefferkorn, F.E., 2008, ASME J. of Manuf. Science and Engineering, Vol. 130, 1-9.
11. Shelton, J.A. and Shin, Y.C., ASME J. of Manuf. Science and Engineering, Volume 132, 021008, April 2010.
12. Shelton, J.A. and Shin, Y.C., Journal of Micromechanics and Microengineering, Vol. 20, No.7, 075012, 2010.
13. Yang, B., and Lei, S., 2008, International Journal of Mechatronics and Manufacturing Systems, Vol. 1, No. 1, 116-130.
14. Tian, Y., Wu, B.X. and Shin, Y.C., ASME J. of Manuf. Science and Engineering, Vol. 130, 031013, June 2008.
Table 1. Key results achieved from LAM of various materials
Cutting force reduction | Surface roughness improvement | Tool life increase | Cost reduction | Microstructure | |
Inconel 718 (%) | 25 | 200-300 | 200-300 | 50-66 | Compressive residual stresses in axial direction |
Titanium (%) | 20 | 30.00 | 170-200 | 40-42 | No change in hardness and phase |
Waspaloy (%) | 20 | 600 | 40-60 | N/A | No change in hardness or microstructure |
Hardened steel (%) | 20 | 5-60 | N/A | N/A | No noticeable change in hardness and peak compressive residual stress |
High Cr. steel (%) | 30-36 | 240-300 | 30-100 | 30-90 | No change in hardness and phase |
P550 (%) | 25 | 30-40 | 200 | 20-50 | No change in hardness and phase |
CGI (%) | 15 | 5 | 160 | 20.00 | No phase change (graphite intact) |
MMC (Al-2% | 65 | 280 | 160-280 | N/A | Damage depth reduction by 17-20% |
MMC (A359/SiC/20p particulate) (%) | 12 | 58 | 170-235 | N/A | Damage depth reduction by 45% |
Past ILS Issues