Rapid prototyping aids company's bottom line


Though typically a casting, this clear plastic transfer case prototype produced by 3-Dimensional Services allowed the customer to clearly view the vital flow of oil within the prototype.
“When our customer creates a new axle design, they’ve got to make sure that the actual oil flow within the transfer case is what they envisioned it to be,” says Scott Duffie, senior sales engineer for 3-Dimensional www.3dimensional.com). “This is a key aspect of efficient operation for the axle and, ultimately, for the vehicle itself.”
To test that, 3-Dimensional creates a prototype of the new transfer case, cycles oil through it during test bed operation, and “sees” what happens. “Typically this part would be a casting,” notes Duffie, and despite the marvels of today’s sensor technology, it is still tough to see what’s happening on the other side of a cast iron wall. To get a better understanding of how the new design actually performed, the axle manufacturer opted to go with a clear plastic transfer case prototype.
3-Dimensional quickly created a master pattern using laser based stereolithography (SLA). From the part’s CAD design, the SLA’s laser beam cures light sensitive polymers into the shape of the part. For many applications, an SLA prototype is sufficient. 3-Dimensional concluded that for this application a tougher, more resilient prototype could be created, thus the SLA master pattern was used to create a silicone tool.
First, the master pattern had to be hand polished to a mirror finish to ensure the resulting tool, and the eventual prototype would be left with no surface finish defects that could impede smooth oil flow or viewing. The wet sanding polishing alternated with a painting technique that 3-Dimensional employs that helps identify surface areas that might be suspect and thus require more attention. After this, the company closes it all off and pours urethane into it. After the cure, 3-Dimensional pulls the tool apart, leaving the prototype.
Helicoils are inserted to attach the transfer case machined mating surfaces to the rest of the prototype axle so that realistic cycling tests could be run. This enables the customer’s engineers to assemble and disassemble the part as many times as they see fit.
“The entire operation took just three weeks,” says Duffie. “In that length of time, we provided a tough, clear transfer case prototype in which they could see and study every aspect of oil flow under a variety of conditions.”
Unexpectedly, they also provided an improvement on the original design. “There were some strengthening ribs in their original design that our analysis concluded were not necessary and would, in fact, inhibit the viewing of smooth oil flow,” recalls Duffie. “They let us eliminate them and, after their subsequent testing, were pleased with the result.”
Compressed air laser cutting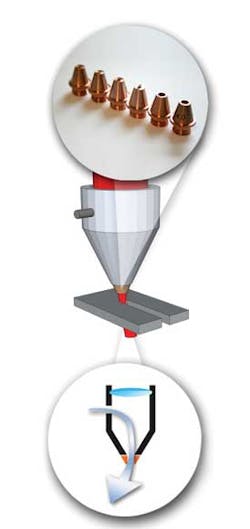
Air flow in detail.
Lüneburg, Germany — Compressed air laser cutting fulfills several important functions at the same time during the laser cutting procedure. The targeted air flow drives the material melt out of the cutting gap at the same time as it cools the heat influence zone at the focal spot. The air also protects the optical lens from soiling and avoids the ignition of aerosol cutting emissions.
These effects provide high-quality cutting results and are evident due to: neat material surfaces, back of material is free of smoke deposits, fewer oxidization marks, smaller cutting widths, and uniform cut edges
Clean, dry compressed air is delivered to the material that is being processed during the cutting procedure at a preset pressure of between 1 and 6 bar through a special copper cutting nozzle. The cutting nozzles, which have different opening cross-sections, are easy to change and optimize the cutting results considerably. Compressed air is the most cost-effective cutting gas for industrial applications. Pure technical gases would be an additional cost factor, and are not usually required in this case. A vacuum table concept, located beneath the material support, completes the process chain with the compressed air/cutting gas mixture systematically collected and efficiently led away.
The advantages of the gas jet assist nozzles are: the process gas is guided exactly above or into the cutting gap; focus lenses are protected from flying sparks, vapors, and particles; and the nozzles are easy to change and sow no wear.
Different effects are achieved depending on the nozzle diameter for applications such as technical foils, textiles and non-woven fabrics, wood and MDF, where a fine jet of compressed air achieves particularly neat cut edges and material surfaces. They are also appropriate for applications in cutting acrylics and other thermoplastics and laser engraving where a wide jet generates a cooling effect on the surfaces. A weak wide jet is beneficial to engraving applications and makes it possible to have polished edges in acrylic glass.
High-quality optical lenses, safe purging gas, copper cutting nozzles, clean compressed air and a suitable table and extraction concept are added value for critical laser users only if the correct combination is used. These important technical special features form the framework for successful and safe laser applications.
ILS thanks eurolaser GmbH www.eurolaser.com for sharing this technical information with readers.
Laser perforations open new possibilities
Daventry, Northants, UK — Micron-sized laser produced holes are an essential part of many manufacturing processes. Often difficult to see with the naked eye, these tiny apertures are used in packaging to control and extend the shelf life of many fresh products. Hole size, shape and position are controlled to micron dimensions, providing the specific functionality required.

Freshness and shelf life of many foods are improved by laser perforations in bags.
Modified atmosphere packaging (MAP) is an excellent example of how the flexibility of the laser perforation process can be used to good effect. This type of packaging is used to increase the shelf life of fresh and refrigerated food products. The growth in the healthy foods and snacks markets has driven the requirement for not only attractive presentation, but also extended shelf life for products such as organic fruit, vegetables, nuts, dried fruit and cereals. The freshness of these products is largely determined by air-ventilation and the preservation of humidity within the packaging.
An additional requirement has arisen for multi-chamber trays used for multi-component snacks, where each chamber requires perforating differently to optimize the storage life of the ingredients within that particular chamber. Lasers are increasingly becoming an integral part of the production process.
The packaging materials used in these applications are often produced in a continuous process and at high speeds. To maximize the efficiency of the packaging film, it is essential that the laser-produced holes are of the accuracy required to allow the specified air exchange to take place. If not properly controlled, the laser perforation process could produce oval or inconsistent shapes and sizes, rendering the material inefficient at best and at worst, unusable.
To eliminate inconsistency problems and match web speeds which can reach 500 m per minute, Rofin www.rofin-baasel.co.uk has developed laser systems with their Web Movement Compensation System (WMC), which provide solutions for both web direction and cross web applications. In addition, the Rofin system has the capability to control and optimize the perforation hole dimensions, ensuring consistency and further enhancing the shelf life of fresh food products. This means less waste, lower costs, and ultimately more attractive pricing for the customer.
Lasers have also proven to be the ideal solution for selective weakening / easy opening applications in packaging. The capability of the laser to “select” a particular film layer(s) to scribe enables the generation of precise easy opening tear lines, while leaving other layers that protect the product from light and humidity, intact. Rofin lasers can even be used to scribe freeform lines, for example following a contour on the print, therefore providing new inspiration and ideas for packaging designers. Laser generated easy open features, which can have as many as 50 holes/cm, provide a consistent opening force, avoiding the spills and even minor injuries which can result from the sometimes inconsistent quality of mechanically created opening features.
For further information, e-mail [email protected].
High quality and process stability for welding copper
Hannover, Germany — A newly developed “laser pre-pulse module” can be used to initiate the copper welding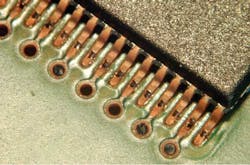
Welded contacts on an IC (TSOP 0.5mm pitch) on a printed circuit board (Ilfa) using a laser pre-pulse and IR laser main pulse
Copper alloys are often found in electronics, sensors, and precision engineering applications. Here, high demands are placed on the heat and mechanical stress resistance of spot welds, and laser micro-welding has shown very good weld qualities. However, non-ferrous metals are difficult to weld due to high reflectivity and a sudden jump in energy absorption when the melting temperature is reached. It is difficult to repeat good welding results and retain process stability. Up to now lasers have only been used following complex surface treatment or for manual applications.
Researchers at the Department of Production and System Technology at the LZH have developed a new process, which uses a laser pre-pulse with a peak output of no more than 1 MW and a pulse length of only a few nanoseconds to initiate the welding process. This short-pulsed, solid-state, frequency converted laser produces a beam with a high degree of absorption, and the conventional IR laser provides stable conditions for the subsequent high-output welding. The welding energy can be easily controlled after pre-pulsing.
Experiments using the pre-pulse prototype of the company’s neoLASE www.neolase.com were carried out on an 80 µm thick, 2 mm wide copper band. After 200 repetitions, the welding results were constant, implying that the welds were 100% good.
“This result is already a great success,” says engineer Anas Moalem, who is responsible for the development of the process.
Apart from improved precision and quality, the process window for the laser parameters could be expanded considerably. Depending on the weld spot diameter, the laser output power could be reduced by up to 40%, meaning that using the compact pre-pulse module (13 x 9 x 4 cm) could result in energy savings in the kilowatt range for IR welding lasers.
Developments took place within the framework of the SME-innovation project “Supreme,” which was financed by the BMBF (German Federal Ministry of Education and Research). Support was also given by the companies Arteos GmbH and Ilfa GmbH.
For more information, email [email protected].
Lasers protect against forgery
Daventry, Northants, UK — Lasers have proven to be an indispensible tool in the fight against forgery. The ability of the laser to produce consistent and accurate micron sized holes in unique patterns provides enhanced protection against forgery in official documents such as passports. Although a passport contains many complex security features, including: bio-data, watermarks, hologram images and security details visible only under certain lighting conditions, the laser provides yet another level of protection.
Many new passports now also contain a series of laser drilled holes, used to reproduce the passport number adjacent to the printed text and also drill a precise series of holes through a number of sequential pages. The latter feature makes it almost impossible for a passport document that has been modified or tampered with — by removing or inserting pages — to pass as an original document because the holes on the various pages could never be re-aligned to the original precision created by the laser.
Security pass with enhanced anti-counterfeit features produced using a Rofin Laser.
Large sporting events such as World Cup Championships and the forthcoming London Olympics draw very large crowds, subsequently placing a heavy burden of responsibility for safety and security on the organizers. At all major events of this type, security measures for officials, competitors, high profile guests, and employees have to be strict to ensure that only persons holding valid access passes are able to enter the venue or gain access to certain restricted areas.
As a provider of laser solutions for passport, event ticketing and ID card perforation, Rofin www.rofin-baasel.co.uk has been involved in many high profile events in recent years, and their engineers work closely with the company chosen to produce the tickets and passes for a specific event, to define a pattern of perforations, some of which would be easily visible to the eye and some which would be much more difficult to detect. These perforations significantly increase the security features of the item, as only the event security staff would know of the presence and precise location of these very small holes, making official passes and tickets more difficult to counterfeit.
The perforation pattern generated by Rofin Lasers for a Championship Football Tournament was in the form of a football, with additional perforation holes and lines in the area of the pass that incorporated the owner’s photograph. The laser perforations in this area made it impossible to remove the original picture without damaging the parent material. A three axis galvo head was used to cover the 300 mm x 300 mm working area required for two passes. Even with this large working envelope, the laser produced perforated holes as small as 200 microns, and completed the perforation process for two tickets in just 1 second.
For more information, e-mail [email protected].
Past ILS Issues