Keys to laser welding lap and edge joints
Optical tools allow for adaptability in welding
TOM GRAHAM
As material selections in automotive manufacturing move further into the high-strength realm, along with the more prevalent usage of difficult-to-weld materials such as aluminum, developing robust processes for joining these materials becomes ever more critical. Adaptation of technologies such as real-time seam tracking, gap bridging, beam oscillation, and integrated clamping to laser-related processes allows for them to be used in a more mainstream approach.
To ensure integrity of the product, various joint designs are needed to establish that the finished weldment can achieve all of the necessary requirements for fitness in service. Flanges, for instance, are added to joints to increase structural strength and stability and can occur in a various array of automotive parts, including doors, windows, beams, and pillars. Most flanges, however, are designed to enable efficient welding with current resistance welding and laser optic offerings. These flanges, often with longer length than is necessary so as to accommodate part/process variation, add extra weight to vehicles that are already requiring weight reduction in order to meet upcoming federal standards (e.g., CAFÉ standards—fleet-wide average of 54.5 mpg by 2025). What if it was possible to reliably process flanges, as well as drastically reduce flange length and still maintain a robust manufacturing process? The solutions noted hereafter can offer strong potentials for weight reduction and open up enhanced design opportunities.
Laser edge welding of seams
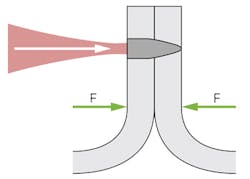
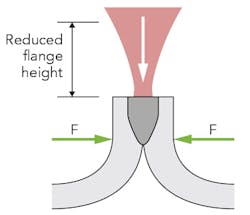
Typically, edge welding is done with direct fusion between the two materials (FIGURE 1). Using this approach, it is necessary to maintain close to zero gap to ensure proper welding of the joint. The idea presented in FIGURE 2 depicts a method of gaining improved depth of fusion while reducing flange length by more than half of current standards. The ability to process in this manner is provided via a combination of features, including optical seam tracking, integrated clamping, and beam oscillation capabilities, in one tool—the Scansonic FSO (Flange Welding Optic).
As with many welding processes, one of the largest obstacles is guaranteeing that the energy used for joining is accurately positioned in the joint. Workpiece tolerances, process robustness, and robot accuracy all play into achieving good welds. The ability to find the joint using optical seam tracking via usage of laser triangulation provides a means of accurately positioning the laser spot to the process. The seam tracking data is then fed back to the optic controller, which translates the information to reposition the galvo motors in the head to direct the laser beam to the required location. This system has the ability to provide various inclination angles to accommodate alterations in joint position for two- and three-layer welds as flange heights change relative to one another. The addition of an integrated clamping unit on the head not only secures the part at a position directly related to the process tool center point, it also provides an opportunity for reduced tooling costs to clamp and hold the seam. The design of the clamping unit allows for reaching into openings or structures where flanges might be present, and its fast open-and-close clamping mechanism (200ms) provides a good foundation for high-volume applications.
These new technologies offer added benefit from a weld reliability standpoint to be able to meet the welding requirements needed for materials such as aluminum, boron, and ultra-high strength steels. Usage of the oscillation motors, in addition to those tied directly to beam location/tracking, enables two-axis oscillation at speeds of up to 1000Hz, providing a cleaning action for oxide layers, additional time for gas out of zinc particles, or post-weld annealing for fragile microstructures.
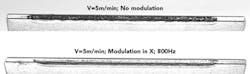
An example of the cleaning action for the weld can be seen in the case of zero-gap welding of galvanized material. In the case of welding zinc material, a gap (~0.1mm) is typically mandatory to ensure that the zinc has a place to escape as it vaporizes at a temperature more than half that of the base material. If not properly set up, this gas expulsion can get trapped in the solidifying molten pool and show up in the form of porosity in the finished weld. The addition of the oscillation feature enables a "remelting" of the pool, thus allowing the zinc to be brought to the surface and not remain entrapped in the weld. With the samples noted in FIGURE 3, only x modulation is used to help ensure proper handling of zinc from the weld.
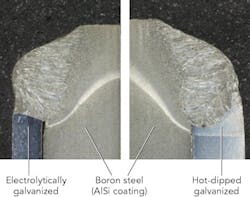
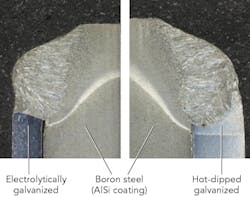
For structural components, it is often necessary to join relatively dissimilar materials such as boron steels to either electrolytically galvanized or hot-dipped material. Based on the ability to control the beam location relative to the joint and utilize oscillation, it provides a melt pool that "floats" on the workpiece (FIGURE 4). Distortion that may show up in the workpiece does not necessarily impact the finished quality due in part to the adaptive nature of the process. The product's ability to accommodate variation in real time enables a stability that has typically hampered similar process approaches in the past.
Adaptive remote welding
In the case that a lap fillet is the functional joint that needs to be processed, similar issues are seen here as well regarding joint location and required overlap. A complementary solution exists that includes some of the features noted above regarding optical seam tracking and beam oscillation. However, in lieu of clamping, this offering comes equipped with "gap bridging" technology. In the majority of laser welding applications, zero gap is the ideal condition to ensure proper fusion between the upper and lower sheets. Should gaps be seen in lap edge configurations, there are now options to help support sound welding of this configuration.
If wire is needed for chemistry- or gap-related conditions, there are options for use of the tactile seam tracking system to accommodate for gaps, as filler metal can be used to bridge them. However, with remote welding, it is not feasible to bring wire to the joint with any sense of consistency, especially when using optical seam tracking for beam placement in the joint. Without filler metal, how is it possible to automatically bridge the gap? The Scansonic RLWA (Remote Laser Welding - Adaptive), which utilizes a 500mm standoff and offers real-time seam finding and tracking via its process controls located internal to the head, now has an option called "gap bridging." The end result is one where the laser spot position relative to the seam is controlled in a dynamic nature, not simply shooting to a programmed point in space.
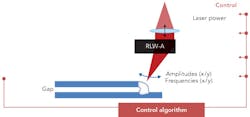
Now that the beam is able to be accurately placed into the seam, the ability to process a lap joint with high reliability is possible. The issue still comes back to gaps in the material, which typical laser processes struggle to accommodate. With gap bridging algorithms predefined within the system controls of the RLWA, the optic has the ability via the seam tracking package to identify gaps in the joint and automatically adjust various conditions to process the joint. Through modulation of laser power, spot size, y offset of beam relative to joint edge, and application of beam oscillation in the x and y directions, this enables a wicking of the molten material to bridge the joint (FIGURE 5). Gaps measuring half the upper material thickness or less can easily be addressed with both steel and aluminum, while further studies show abilities beyond that in certain situations (FIGURE 6).

Outlook
The ability to add varying levels of adaptivity as an integral part of the laser welding process allows for greater robustness, less rework, and higher first-pass quality to the finished product. Utilization of tools such as optical seam tracking, integrated clamping, beam oscillation, and gap-bridging algorithms enable the user to further gain the advantages seen from laser welding (e.g., processing speeds, low thermal input, etc.) and now be more broadly applied, opening up opportunities not feasible in the past.
TOM GRAHAM([email protected]) is manager of the Key Accounts Group for Abicor Binzel Robotic Systems, Frederick, MD, www.abicorusa.com.