Beam profiling's role in laser process validation

H. James Harrington, an American author, engineer, entrepreneur, and consultant in performance improvement, has been credited as saying, "Measurement is the first step that leads to control and eventually to improvement. If you can't measure something, you can't understand it. If you can't understand it, you can't control it. If you can't control it, you can't improve it."
Even though Harrington was speaking specifically of improving the quality of a person's work performance, the same is true when it comes to maintaining a quality laser process. Quantitative and qualitative measurements of a laser's performance are the first steps to understanding how to control the laser, with the measurement data obtained being used in several ways.
Companies that use laser processes in manufacturing are tasked with controlling their laser at every step in the process. First, the development of process parameters is a crucial part of the manufacturing process because it is where quality meets quantity. If the behavior of the laser is not understood and controlled, the end user could eventually experience decreases in both quality and quantity of work. Second, once that developed parameter set is transferred from the applications lab to the work cell, it is vital to understand how the affected laser system performs, even if it is an identical laser with an identical set of process parameters. Third, the qualification of that system before it is delivered should involve some kind of factory acceptance test. Establishing a baseline of laser performance at this phase is important, and in some cases required, so that if something happens to the laser or process, such as movement of the system, it can be returned to normal. Finally, once the laser system is employed, it must be maintained. Maintenance activities can alter the system's performance. Only with laser measurement tools and techniques can you fully understand how the laser behaves at every step of the laser system's life cycle.
However, laser measurement is still not universally applied. Conversations about laser measurement at a facility that does not have a program in place to support their laser products ultimately yield questions such as: "What does laser power measurement or beam profiling do for me?" or "How can I use the data that I get from a beam profile?" Sometimes it's difficult to communicate the answers to these questions without an example of where they've been applied.
The evolution of a laser process validation program
Earlier this year, a company that supplies, among other services, laser welded parts to the biomedical industry, had an issue arise with an in-house laser process. The company had been experiencing increased expansion in its manufacturing processes related to most of its medical devices. One of the keys to its successes was establishing a solid reputation in the industrial community as a vendor that supplies the highest quality parts to some of the larger medical device manufacturers across the country.
Early on, the company decided to learn about laser monitoring on a laser welding process that joins two dissimilar metals of the implantable device shown in FIGURE 1. For this joining process, they utilized a lamp-pumped Nd:YAG laser with free-space optics operating in a repetitive pulse mode, which was integrated into a small glove box workstation used for manual welding. Already having an established set of laser parameters for this process, they decided it would be best to start by monitoring energy per pulse readings. However, at the time, there was no real laser quality assurance program in place, and the readings were simply used to get a feel for how the laser was performing day-to-day.
Since that time, this company's reputation and commitment to quality allowed them to establish new relationships with additional medical device manufacturers and increased quantities ordered by their current customers. This success resulted in the opening of an additional facility in a nearby town, which has an established medical device manufacturing community. As the quantities of parts being processed increased, the company also purchased an additional, identical laser system.
Soon after employing this laser with the same process parameters, the company discovered that welds were cracking (luckily, during a quality inspection and not after providing the part). This indicated that too much heat was being put into the weld. How could this make sense with identical laser parameters being applied to identical laser systems? It was clear to the company at that point that a more comprehensive laser measurement program was needed for its processes.
With these particular pulsed Nd:YAG welding laser systems, the user can change four different laser settings to get different results: laser peak power (laser energy with respect to the duration of the laser pulse), pulse width (or pulse duration), pulse repetition rate (frequency of the pulses), and spot size.
It is also worth noting that the lamp time between Laser #1 and Laser #2 was about the same (around 500 hours) at the time of these tests.
The technique that was used for these measurements consisted of determining the laser's average power with an Ophir thermopile sensor and meter and measuring the laser's spot size and shape with a Spiricon high-resolution camera and beam attenuation device, as pictured in FIGURE 2.
Simple experiments provide quick solutions
First, baseline average power and spot size measurements were established and recorded on Laser #1, the laser that was producing good parts. FIGURE 3 shows the 2D and 3D beam profiles with some of the calculated results.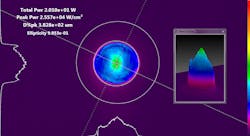
Be armed with the right tools
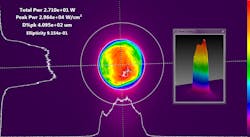
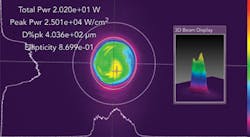
These three pictures tell the story that no two laser systems are created equal. To be clear, the laser manufacturer should not be considered at fault for providing a defective product. There are many variables that can affect the quality of a laser system's components. Because of this, those who are responsible for ensuring quality in their laser processes, and those responsible for protecting the integrity and reputation of their companies, should arm themselves with the right tools and know for sure that their laser processes are consistent from batch to batch, from day to day, and even from one laser system to the next. The only way to know this for sure is through a comprehensive laser characterization program.