Laser welding of copper
DIRK HERRMANN and PETER HERZOG
The industrial demand for complex components made of copper is increasing as they are necessary for electric drives used in the automotive industry as well as for energy transportation systems in the field of regenerative energy sources. Also, modern battery technology uses copper components for interconnection and current transport. An adequate joining technique is required to produce such components and assemblies, For automotive industry production the joining technique must be fully automated, highly reproducible, and reliable. It should also be fast and flexible without changing the properties of the welded parts.
These requirements are best met by remote laser welding, which provides the opportunity to weld several seams in different orientation and of different geometry in a few seconds within one chamber. There, the laser beam can be moved dynamically in three dimensions with variable speed and laser power. With this enormous flexibility, the welding process can be exactly adjusted to the geometry of the joint.
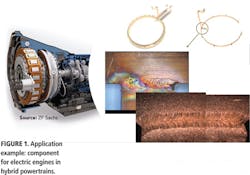
At Wieland-Werke AG in Ulm, Germany, copper components for the automotive industry have been joined successfully by laser remote welding in a serial process for several years. One example, shown in FIGURE 1, is components used for electric engines in hybrid powertrains. As one of the biggest producers of semi-finished copper products worldwide, Wieland covers the whole supply chain of these components. Production starts at the foundry, which ensures the quality of the copper, and continues in the extrusion of bars and wires or rolling of strips and sheets.
From these semi-finished products, parts of complex shapes are formed by stamping, bending, drilling, and milling. Next, these parts are automatically clamped together in a corresponding device and laser welded. To give an example, one of the components has 17 welds: one is an 8 mm long butt joint in 2 mm thick copper, and the other 16 welds are overlap joints where 0.8 mm thick copper is welded on 2 mm thick copper. All 17 welds are done in one run which lasts less than 5 seconds.
Challenges
Compared to the joining of steel, which in numerous cases is done by remote laser welding, welding of copper poses additional challenges [1]. Three major facts must be considered:
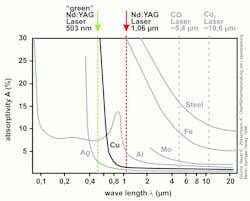
- Low absorptivity of infrared laser radiation on the copper surface at room temperature,
- Low viscosity of the copper melt, and
- High thermal conductivity of copper.
At first sight, the solution might be to start with very high laser power. However, this frequently leads to overshooting and a blow out of the melt because the absorptivity increases with rising temperature, and it suddenly jumps up when the melting temperature is reached. To avoid a blow out, the process must be started with low laser power, which is linearly increased in the first millimeters of weld to its full value.
In order to get a regular and flawless weld seam, the melt pool should be smooth and even near the solidification line. But at the front of the melt pool, the laser continuously creates waves and streams. These pool movements can best be damped by a melt that has a high viscosity. FIGURE 3, a map of surface tension versus viscosity for different metal melts [3], clearly shows that viscosity of a copper melt is significantly lower than those of iron and steel melts. This means that any kind of melt movement in a copper melt is transported throughout the whole melting bath, which causes high turbulences. The morphology of weld seams in copper is therefore often not as regular as in steel. In addition, the low viscosity also impedes a good filling of the welding gap. In order to increase the seam quality, a long and oval melt pool should be established in which the melt turbulences may calm down in the rear part right before solidification. This is hard to accomplish considering how fast copper solidifies.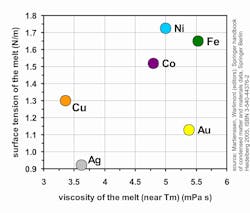
Thermal conductivity is a main factor in laser welding of copper. The higher it is, the faster the heat is conducted into the adjacent material and turbulences are frozen, resulting in irregular seam morphologies. Heat conductivity also defines the achievable welding depth. In order to melt deep into the material, a high energy density is required. This means that a high laser power of several kW must be focused to an area of 0.15 to 0.05 mm² to weld copper of several millimeters in thickness.
Processing maps
When it comes to laser welding, the easiest and most effective parameters to vary are laser power and welding speed because welding depth increases with laser power and decreases with rising welding speed. These interactions can best be illustrated by plotting the two parameters against each other. FIGURE 4 shows a schematic sketch of such a plot where, in the upper left corner, at high laser power and low welding speed, the welding depth is the highest. Correspondingly, in the lower right corner of the map, at low laser power and high welding speed, the welding depth is the lowest. Starting from this approach, Wieland created processing maps by measuring the depth of seams welded with systematically varied parameter combinations. With these maps, they can easily discover a power/speed combination that is suitable to weld a given thickness.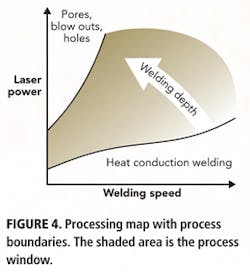
In addition, the investigation revealed that there are three main boundaries limiting the process window. The first one is the threshold between heat conduction welding and deep penetration welding. In FIGURE 4, it is indicated by a line at low laser power that slightly increases with welding speed. In order to benefit from the advantages that the laser offers, deep penetration welding should be the preferred working technique. It provides the possibility to create narrow and deep welds at minimum heat input. So, the objective is to use a power/speed combination that is above this line.
The second boundary is situated in the zone of high laser power and low welding speed. Welding with power/speed combinations that are beyond this line is connected to melt blow outs and the formation of holes and pores within the weld seam. The reason for this is the high amount of impacting energy at low welding speeds together with the circular instead of oval shape of the melt pool. As high speed videos of the process reveal, the melt pool swells, forms a big hump and finally explodes, blowing out the melt and leaving a hole in the seam. The resulting holes and pores are detrimental to the strength and the electrical conductivity of the weld seam.
The third boundary exists at very high welding speed, where humps of melt may periodically occur at the surface of the weld seam. This phenomenon is also observed in laser welding of steel and is commonly known as humping. For laser welding of copper, humping has less importance because the applied welding speeds are normally too low.
The area that lies within these three boundaries is the process window. Welding within the process window enables the creation of sound joints with seams of regular shape and depth at high reproducibility. The difference between welding inside and outside of the process window is illustrated in FIGURE 5, which shows snapshots of high speed videos of the welding process. The videos were taken by the Institut für Strahlwerkzeuge of Stuttgart University (IFSW).
Quality of weld seams
Weld seams in copper are usually softer than the base material. Unlike iron, copper is not an allotropic metal and phase transformations, like the formation of hard martensite in steel, do not occur. The molten copper solidifies to a coarse microstructure that is characterized by columnar grains. In the heat affected zone, the work hardening condition of the base material is decisive for the microstructural evolution: in strongly work-hardened copper, recrystallization takes place; in soft copper, a slight grain growth happens.
An important fact to consider is whether the welded type of copper contains oxygen or not. In the presence of hydrogen, oxygen containing copper may embrittle when heated up to temperatures above 1000 K. The copper oxides, which are primarily located at the grain boundaries, are chemically reduced by hydrogen to Cu + H2O, which is connected to an intense volume expansion [4]. The resulting steam puts high vapor pressure on the grain boundaries and generates intercrystalline cracks. Therefore, using a shielding gas is recommended when oxygen-containing copper is welded. However, in laser welding, the time in which the copper melt is in contact with the atmosphere is short and the content of hydrogen in dry air is low. From Weiland’s experience under these circumstances, it seems possible to do laser welding in air without producing hydrogen-induced cracks. But doing so results in an oxygen-contaminated weld seam that afterwards must not be heated up to temperatures above 800 to 1000 K.

New developments in laser welding copper
In order to improve the absorption of laser radiation, experiments with green lasers were done. As FIGURE 2 shows, the absorptivity of copper for the green laser is much higher than for the infrared laser. In a research project named “CuBriLas,” which was funded by the German Ministry of Education and Research, several companies and research centers worked together in order to improve the laser welding of copper by using a green laser. The CW-laser used was a prototype made by Trumpf Lasertechnik GmbH and had a power of some hundred watts. For the Wieland applications, it turned out the power was too low because in pure copper welding, depths of about 0.4 mm maximum were achievable. Nevertheless, the investigations clearly proved that energy dissipation is better with a green laser. Using the same power, the green laser welded deeper than the infrared laser [5].
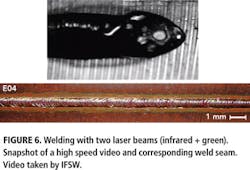
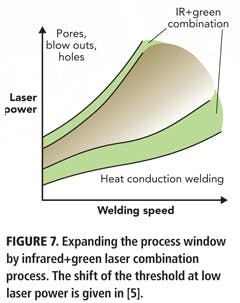
An interesting approach to improve the welding process is to combine the advantages of the infrared and the green laser. Together with the IFSW, Wieland did some experiments to evaluate this approach. In the experimental setup they welded with two laser beams, letting the green laser lead and the red laser follow (see FIGURE 6). As the absorptivity of green laser light on solid copper is very good, the task of the green laser in this setup is to heat up the surface to the melting temperature. The following infrared laser then couples directly into the melt and provides the necessary welding depth due to its high power. Benefits of this strategy are a better stability of the welding process, an increased welding depth, and a homogeneous and reproducible energy coupling [6]. Regarding the processing map of power and speed, the process window is expanded at both boundaries, as illustrated in FIGURE 7.
Summary
In the past, laser welding of copper has been considered as hardly applicable. However, with today’s understanding of the process and with modern laser technologies it is possible to produce joints of high quality in a fast and fully automated serial production. The special attributes of copper — low absorptivity, high thermal conductivity, and low viscosity of the melt — must be taken into account. ✺
References
1. American Welding Society (AWS) Welding Handbook, Vol. 3, 8th Edition (Materials and Applications, Miami: American Welding Society, 1997).
2. E. Beyer and K. Wissenbach, Oberflächenbehandlung mit Laserstrahlung (Springer-Verlag Berlin, 1998).
3. W. Martienssen and H. Warlimont, eds., Springer Handbook of Condensed Matter and Materials Data (Springer-Verlag Berlin/Heidelberg/New York, 2005).
4. K. Dies, Kupfer und Kupferlegierungen in der Technik (Springer-Verlag Berlin/Heidelberg/New York, 1967).
5. S. Engler, R. Ramsayer, and R. Poprawe, Physics Procedia 12, 342-349 (2011).
6. A. Hess, A. Heider, and R. Weber, “Benefits from Combining Laser Beams with Different Wavelength (Green and IR) for Copper Welding,” Proceedings of ICALEO 2010.
Dr. Dirk Herrmann ([email protected]) and Peter Herzog are with the Product Technology Department, Central Laboratory, Research & Development of the Metal Division of Wieland-Werke AG, Ulm, Germany.