Overcoming focal shift in high-power laser welding

It has always been EWI's mission to advance manufacturing technologies, particularly in materials joining. This advancement requires identification of emerging opportunities as well as challenges. In laser welding, the opportunities and challenges have increased rapidly and simultaneously since the introduction of higher power fiber and disk lasers. Most notably, higher laser power and beam quality have expanded the opportunities for application to deeper penetration laser welding while introducing a significant new challenge for laser focusing optics.
The specific focusing optics challenge/obstacle is called "focal shift," and the description of this behavior was published a decade ago by Dirk Lange [1]. In that research, a focal shift was identified and quantified (1mm/kW) at YAG power levels as low as 3kW. Coincidentally, during that same period, EWI was observing similar behavior at 4kW of fiber laser power in an application involving a beam coupler. But the real impact of focal shift in laser welding was observed when EWI began welding trials at 10kW of fiber laser power.
Controlling and managing focal shift
The sequence of events in focal shift during laser welding is shown in FIGURE 1. For the sake of this discussion, it is accepted that the transmitting 1μm focusing assembly starts out perfectly clean, with very low absorption lenses and a cover slide. Unfortunately, this situation is rarely the case in a production environment. Sometime during the weld (or even before it), soot, vapor, oil, spatter, or other forms of contamination find their way to the closest optical surface—the cover glass window. This contamination causes local heating of the window, producing thermal distortion and a change in the window's index of refraction. This results in the focal point moving toward the optic and away from the work surface, producing even more contamination and loss of welding penetration.
Many solutions have been offered for control and management of focal shift. The first—and still most common—solution is an aggressive air knife, which is essentially a high-velocity, transverse flow of clean air or other gas meant to protect the last optical surface from contamination. Many different air knives, also known as "cover window protection" devices, have been introduced to overcome focal shift. Some of these devices use scattered light monitoring solutions to detect the onset of contamination so that, hopefully, the welding process can be halted before bad welds are produced. Unfortunately, no one has yet produced a perfectly effective window protection device, and in-process contamination is not the only source of thermal shift in transmissive focusing optics.
Focusing optic alternatives
Faced with this reality, EWI began developing alternative laser focusing optics with the following design guidelines:
- Eliminate as many transmitting optics as possible;
- Use more thermally stable transmitting optics;
- Use reflective metal mirrors where possible;
- Provide better optics cooling; and
- Place the last optical surface far away from the work surface.
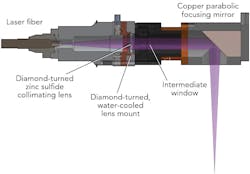
Focusing of "the bazooka's" collimated beam was accomplished with a standard, off-axis, water-cooled parabolic mirror, typical of those used by high-power CO2 laser welding systems for decades. This tough, uncoated optical surface is nearly immune to contamination, can be cleaned many times, and provides defense against spatter reaching the intermediate window. This intermediate window was considered necessary to protect the relatively expensive ZnS collimating lens. And, clean gas flow was provided on the output side of this window to resist soot and other lower-speed contamination products.
Focal shift from this "hybrid" optical design was nearly zero (~0.2mm/kW) at up to 8kW of fiber laser power, where the Primes focus monitor's power limit was met. Surprisingly, the focal shift that was measured was opposite to that measured with all of EWI's traditional transmitting focusing devices. This behavior is attributed to a combination of negative focal shift ("up") from the transmitting optics and positive focal shift ("down") from the face of the uncoated copper mirror.
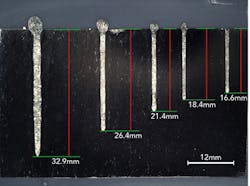
For years, "the bazooka" provided predictable, stable welding performance in many of EWI's laser welding projects, even those that required up to 15kW of power. Deep-penetration laser welds up to 16mm were produced with exceptional weld bead profiles. But eventually, this focusing optic met its match when EWI was asked to produce eleven 3.6m-long welds in a 10mm-thick aerospace alloy, with essentially zero defects. During process development for this challenge, some shorter, 0.6m-long welds were produced, and evidence of focal shift was observed. Even though cleaning of "the bazooka" optics solved the problem, the risk of producing a bad weld in one of the full-length (3.6m) panels was just too high. A new focusing optic solution was needed before continuing with the project. The objective for this solution was simple-eliminate all transmitting focusing optics. But accomplishing this without putting the delicate laser fiber end in jeopardy was an obvious issue. The eventual, now-patented solution was to use just two reflective focusing mirrors in conjunction with an aerodynamic window to protect the fiber end (FIGURE 3). Each of the mirrors in this configuration is a diamond-turned, asymmetric aspheric shape, produced by II-VI, Inc., specifically for EWI's requirements. The first mirror, which receives the higher laser power density, includes a high-reflectivity coating and produces a 1:1 image of the fiber end. The middle of aerodynamic window is located at this first image. Clean gas is introduced in the cavity on the fiber side of the aero-window, and this produces a high-velocity, collinear gas flow to reject ingress of any contaminant into this region.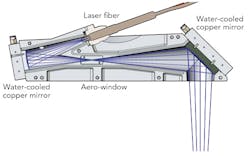
After passing through the aerodynamic window, the beam expands toward the second asymmetric focusing mirror, producing a second magnified image of the fiber end on the work surface. The long distance (350–500mm) between this second mirror and the work surface allows ample opportunity to exercise air knives for contamination rejection, and the large beam size on this uncoated copper mirror presents little threat to its absorption or surface figure. Beam parameter product with this reflective focusing optic is less than 7mm-mrad (with a 200μm fiber), and thermal shift is about 0.1mm/kW.
This reflective focusing optic (aptly named "the beast") succeeded in producing the customer's eleven 3.6m-long, 10mm-thick, butt-welded panels, all of which met the required quality specifications. From the beginning of the first panel to the end of the last panel, there was no change in weld bead shape. And, there was no mirror cleaning performed in between any of these 13kW, nearly 2-minute-long welds. The second mirror sustained a few spatter hits (all from the weld start), but these did not affect welding performance. In other words, this focusing optic met all of its design and performance objectives, and the customer received all of his promised panels.
Yet, despite this success, there were still a few lingering issues with "the beast." The first was its somewhat awkward shape and focus orientation. Secondly, the alignment precision required for mounting of the second mirror was considered industrially unacceptable. And finally, in anticipation of still-higher laser power levels, the water-cooled mirror mount solution was not considered adequate for future needs. Thus, a revised version of the patented solution was undertaken. (And no, it won't be called the "son-of-beast" for obvious reasons.)
The updated aero-window reflective focusing optic (FIGURE 4) has been reconfigured to address each of "the beast's" shortcomings. The in-line configuration offers a more traditional fiber input direction. Shallower beam folding angles permit mirror mounting without requiring precision alignment. In fact, no alignment is required. The mirrors have been redesigned to provide water cooling nearer the mirror face and to permit temperature monitoring at that location. Water cooling passages have been incorporated into the billet-fabricated body to reduce the chance of entanglement of cooling lines. A newer fiber connector (HLC-16) has been incorporated to permit higher power.
Summary
EWI believes that its reflective focusing solution is the most stable and effective method for high-power laser welding, especially in situations where the consequences of poor welding performance are high. And, as the industry gains greater confidence in the use of laser welding in high-consequence applications, EWI will continue to improve and innovate with novel optical solutions.
REFERENCE
1. D. F. Lange, J. T. Hofman, and J. Meijer, "Optical characteristics of Nd:YAG optics and distortions at high power," Proc. ICALEO, 745-754, Miami, FL (Oct. 31-Nov. 3, 2005).
About the Author
Stan Ream
Technology Leader, Lasers and Fuel Cells at EWI
Stan Ream is an internationally recognized expert in industrial lasers, process development and analysis, and manufacturing systems design and performance. As laser technology leader at EWI (Columbus, OH), Stan focuses his experience on solutions to the joining challenges facing all EWI industry sectors.