Sheet metal welding takes center stage
A visit to Germany reveals encouraging information about the state of remote laser welding
Attendance at the November TRUMPF Technology Day in Ditzingen, Germany, was also a reason to spend time discussing the company’s activity in laser welding of sheet metal. This Technology Day-one of three such events arranged annually by the world’s leading supplier of high-power lasers and systems-was centered on the theme of Remote Laser Welding, currently a hot topic among the world’s leading automobile makers.
So this report will merge both technologies into one, as a review of substantive actions being taken by TRUMPF to maintain its world leadership position in sheet metal processing, because the two marketing efforts are interrelated.
First laser welding of sheet metal. This writer has often opined that the market for industrial laser welding applications seems to hoveraround the 13-percent level of total laser sales, regardless of more active growth rates for other applications such as laser cutting and marking. We have conjectured that the one market that could generate the hundreds-of-units sales needed to drive laser welding up on the applications usage scale is the demand from the auto industry for laser replacement of resistance spot welding. And we still believe this.
However, time spent with Ralf Kimmel, regional sales manager for TRUMPF Laser und Systemtechnik, GmbH, caused us to rethink our single application theory in favor of the potential for another application offering promise for increasing sales of laser welding equipment. That market is sheet metal fabricating, specifically in the job shop sector. His premise is that laser welding of sheet metal makes good economic sense even in small batches.
Think about this; there are more than 25,000 sheet metal shops, globally, all laser cutting the same metals in the same thicknesses. Of these, at least half have sheet bending capability, and about a third of these companies may have precision sheet bending equipment. Among this latter group, half may have some form of manual welding equipment. So a potential market of about 2000 shops might want to add to their precision metal working capacity by investing in precision welding technology such as laser. A rough calculation I admit, but one that identifies a market of substance for companies interested in expanding into laser welding of sheet metal.
Laser welding of thin gauge sheet metal poses certain technology considerations that to some degree inhibit its choice as a joining process. But these issues are well understood and resolvable. The bigger issue is convincing job shops, a very conservative market, to consider and then add laser welding capacity to their customer services. One enabling factor today is that many laser cutting shops are feeling the pinch of increased competitive pressures, especially in the geographic territories. I think, more than other factors, this is the compelling reason that, at this time, TRUMPF’s push into sheet metal welding is well timed.
We are talking about conduction laser welding, where the heat generated by the laser beam/metal interaction produces sufficient temperature to melt but not to penetrate (keyhole) the metal. Keyhole welding of thin sheet metal is a very difficult process, but not having to move the keyhole is an advantage of conductive welding. Also because the conductive weld process tends to spread heat across the joint in a slightly wider pattern it also enables the development of a smooth weld bead.
With its recent introduction of the TrumaWeld L1000 and an expanded internal process development activity, the company is prepared to initiate an action that could dramatically impact its bottom line in future years as laser cutting matures.
One illustration of the promise of laser sheet welding is shown in Figure 1 where weighing scale display housing is produced by laser welding a precision bent stainless-steel component. The laser used is a high-power Nd:YAG with fiber-delivered beam, which has been set up at a premier job shop, H.P. Kaysser. Kaysser (Leutenbach, Germany) is also acting as a Beta test suite for the TrumaWeld unit.
One advantage of conductive laser welding is the low total heat input that results in minimal heat-affected areas while processing at high rates of speed. It also produces joints with superior finish compared to other thermal processes and is ideal for sheet metal shops, where metal thicknesses rarely exceed 6 mm. Additionally it is proving attractive as job shops seek to remain competitive by offering their customers more services. Shops that have CAD/CAM capability, laser cutting, punching, and precision bending enable the production of more complete components for customers. And these shops can realize an economic benefit by reducing and/or eliminating the grinding and finishing operations normally associated with other thermal welding processes. An added benefit is that shops can produce many of the fixtures and clamping devices needed in both welding and joining operations.
A final advantage to laser welding of sheet metal is the design flexibility that allows users to conceive of new part configurations and assemblies that offer cost reduction opportunities.
Remote welding
Which brings us to remote laser welding. First a disclaimer of sorts, related to process definition. The two leading suppliers have a difference of opinion on what constitutes a “remote” welding system. TRUMPF characterizes remote as how the optics move, not where the laser is located, and they apply this term to all laser technologies, including marking, at all powers. Thus, many of the lasers the company has supplied, which meet these criteria, are considered, by them, to be remote welders.
Rofin Sinar, on the other hand, defines a remote welding system as one in which a CO2 laser is mounted remotely from the workpiece and the laser’s beam is moved to the weld locations by the action of a galvo or mirror system. It considers the TRUMPF pulsed Nd:YAG approach as a Scanner Welding System.

The difference may seem subtle but it dramatically affects an estimation of the installation base. Using TRUMPF’s definition there has been, since 1985, 400 pulsed Nd:YAG laser systems equipped with scanner units, approximately 70 CO2 laser units with beams manipulated by scanners, and about 10 CW Nd:YAG units. Rofin Sinar, using their definition, estimates a total of 40 CO2 remote units are installed with more on order. ILS favors the Rofin Sinar definition and, therefore, we size the installed base at between 40 and 80 units.
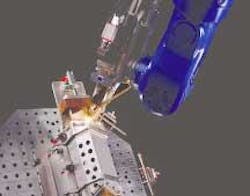
In his introduction to remote welding at the Technology Day, Peter Leibinger, CEO of TRUMPF Laser GmbH & Co. KG, presented a preview of an independent study conducted by Mc-Kinsey Company consultants in conjunction with WZL (a production laboratory at the University of Aachen) entitled Tomorrow’s Automotive Production, subtitled Opportunities for the Body Shop. In a case study of car body shell construction, remote laser welding was compared to conventional resistance spot welding. The remote system (see Figure 3) has a laser beam guided by a robot-manipulated scanner with a 50cm working standoff. The resistance process required approximately 600 spot welds produced in 50 stations at a 60 million Euros investment. The remote scanner system, on the other hand, produced approximately 480 laser stitches (an equivalent amount of weld nugget) in 12 stations for an investment of 40million Euros. This laser advantage was accomplished by a 30% cost reduction in clamping fixtures, a 50% decrease in floor space by using a smaller number of stations, a 5% running cost reduction in consumables, and a 60% reduction in process cycle time because of the higher welding speed of the laser process.

The report, obviously bullish on remote laser welding, looks at joining technologies today and in the year 2015. Figure 4 shows that thermal joining, (resistance spot, laser welding/soldering, and friction welding), chemical joining (bonding), and mechanical joining (riveting, bolting, and flanging/bending) will change in 10 years driven by the following: new materials, body rigidity requirements, cost pressure, and process stability. Mechanical joining will loose share as bolting is replaced by riveting and flanging of new materials, bonding technologies on these new materials will increase the chemical joining share, and remote technologies benefiting from cost and flexibility advantages will replace some resistance welding.

Shown at the Technology Day was the TrumaScan L 4000, a gantry style system that mounts one mirror scanner and up to four output windows on a moving track (2400 mm linear motion) that produces a work envelope diameter of 1500 mm, times the linear motion distance. By adding multiple output windows they can produce a work envelope of up to 3200 x 1260 mm. Powering the L 4000 is the latest TLF6000 6kWCO2 laser. Also shown was a Programmable Focusing Optics (PFO) system for beam guidance, a more conventional scanning system with the galvos moving the beam over a flat field lens to produce multiple spots in scan fields from 55 mm to 84 mm circular and from 180mm x 100 mm to 320 mm x 190 mm in an elliptical pattern. This remote welding system used a Kuka robot to manipulate an end-effecter mounted scanner head over a workpiece. Powering this system was TRUMPF’s new 4kW disc laser, which features high beam quality in addition to high output power and provides a long working distance from the scanner to the work. This feature eases the software programming normally needed to index a welding head over obstructing clamps and fixtures. The Kuka robot is specifically designed for laser processing to match positional accuracy at laser welding speeds.
One of the issues facing process developers in laser welding of auto sheet metal is the thermal effects on zinc coating, which can cause entrapped gases to form unwanted voids. At many laser/auto meetings this subject invariably comes up, much to the chagrin of paper presenters who prefer not to disclose to their competitors just how they deal with this perplexing byproduct of fusion welding procedures. Generally, the solution is to provide some form of escape route for the low boiling/vaporization point zinc constituent to exit the fusion zone. Planned gaps using dimples or contact dies that bend the metal close to the joint are common. Some part redesigns to position the weld joint location near the edge of the metal, whenever possible, have been successful. This zinc coating problem is not resolved by remote welding processes, so gaps are still the answer.
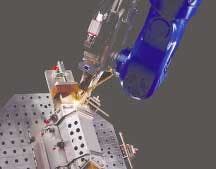
A large variety of remotely welded products were shown as examples of this technology’s efficacy in manufacturing operations. Dr. Klaus Krastel of TRUMPF Laser und Systemtechnik GmbH did not identify companies by name but the range of products was impressive, from cathode ray tube spot welding to electric shaver razor blades to automobile exhaust heat exchangers to auto seat frame backrest to patchwork tailored blanks and auto bumpers. Figure 5 shows a car door being welded (on-the-fly) at 16 m/min.
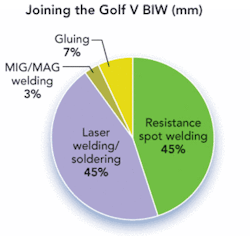
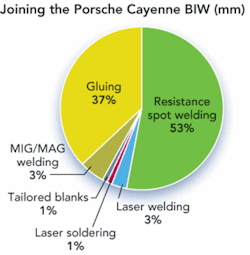
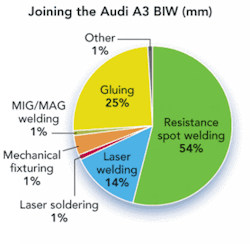
Does remote welding make economic sense to potential end users? Dr. Eckhard Meiners (TRUMPF Laser und Systemtechnik GmbH) showed several examples of how laser welding in general is penetrating the auto industry in Europe (see Figures 6, 7, and 8). Meiners contends that to be economical, considering the high cost of most remote welding systems (TRUMPF units range from 510,000 to 650,000 Euros), the system load must be high, the system must be automated, and it should show a flexibility of concept. He also points out that by adapting the part design (weld geometry) to take advantage of laser process-related benefits, reductions in weld length may be possible. The same holds for reduction, or even elimination, in flange width, that major weight problem with conventional resistance spot welding.
Summarizing this visit to TRUMPF, it is evident that the time for automated laser welding of sheet metal, in the job shop and in major manufacturing sectors such as the automotive industry, may be upon us-just at a time that welding needs a boost to gain market share against other laser applications.