Going with the FLO
CO2 welding with flexible laser optic technology presents a viable alternative to resistance spot welding
Stefan Heinemann
Visotek Inc. (Plymouth, MI), Fraunhofer USA Center for Laser Technology (Plymouth, MI), and Bender Shipbuilding & Repair Co. (Mobile, AL) teamed up to develop the first autogenous laser welding application in a U.S. shipyard in a program sponsored by the Office of Naval Research through its Small Business Innovation Research program. The goal was to develop and qualify laser welding as a cost-effective method for producing tab-and-slot sandwich panels. It was also required to use Bender’s existing large laser cutting gantry, and the time for converting from cutting to welding should be less than 30 minutes.
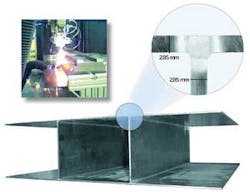
Tab-and-slot sandwich panels use the laser to cut the stiffeners with twist tabs and to cut the mating slots in the face sheets. In a second operation the stiffeners are assembled with the faceplates and the twist tabs are turned to hold the assembly together. In another operation laser welding is performed through the faceplates into the stiffener. This concept allows fixtureless manufacturing of large sandwich panels, representing dramatic cost savings. It also enables sandwich panels where the thickness and location of the stiffener can be designed for optimum load bearing and load distribution. A well-known analogy in automotive industry is (non-linear) tailored blanks. Three-dimensional tailored blanks are also possible through cutting curved stiffeners and rolling the faceplate to the form of the stiffeners. The process, weld cross section, and product are shown in Figure 1.
The laser beam is scanned across the thickness of the stiffener to achieve full fusion at the interface between the stiffener and the faceplate. The resulting weld nugget shows no porosity and a convex shape in the edges, which indicates high strength and high fatigue life. Single path laser welding was also investigated, but much higher porosity and incomplete fusion at the interface were found. To achieve full fusion the individual single path weld lines had to overlap significantly resulting in increased weld time compared to the weave weld.
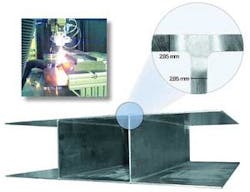
In the spring of this year, a Flexible Laser Optic (FLO) was installed on Bender’s Tanaka 6kW CO2 laser cutter. Cutting accuracies of 0.001 in. are achieved over the entire 20-ft. width and 160-ft. length. Changing to this optic allowed Bender to become the first shipyard in the United States to successfully laser weld a structural steel sandwich panel on the shipyard’s production equipment. Sandwich panels were welded, using 6 kW of power, with a speed of 30 ipm for 1/8 in. and 15 ipm for 3/8 in. thickness (see Figure 2).

Through further development and higher laser power, the FLO system will be used for welding up to ½-in. thick sandwich panels. Future work includes additional process development for materials such as aluminum and high strength and stainless steel to enable the fabrication of panels for lightweight ship construction. Integration of seam tracking and weld monitoring will also be pursued to meet the 100 percent weld inspection that is now required for all new naval construction. The technology has opened the door for cost effectively manufacturing a wide variety of sandwich panels with complex geometries using the tab-and-slot design together with laser welding of the stiffeners through the face sheets.
Remote welding
In parallel, Visotek and Fraunhofer have been pursuing robotic remote welding with the FLO system. The first remote welding systems used fast scanning mirrors instead of gantries or robots to move the laser beam quickly from one weld line to the next, a benefit, if multiple short welds have to be performed on different locations of the work piece, such as welding reinforcements in place. The scanning mirrors can move the laser beam quickly, in a matter of tens of milliseconds, across the working envelope, while conventional motion systems require seconds for repositioning. Dramatic increases in productivity, up to ten times higher, and a laser on-time of more than 95 percent result. State-of-the-art systems use a high beam quality CO2 laser with up to 6kW output power and a stationary scanning system, limiting the part geometry to two dimensions in one plane. The working envelope of a single scanner system with fixed optic is mainly determined by the beam quality of the laser, limiting the maximum laser power to currently 6 kW and thus the maximum welding speed and material thickness.
Three-dimensional remote welding was recently introduced by putting the scanner on the arm of a robot. This combines the capabilities and cost effectiveness of robotics with the fast beam steering capabilities of the scanner. The robotic path can be planned with minimum accelerations and large radii, while the scanner compensates for kinked or sharply curved weld lines. Multiple weld patterns are possible, such as a spot with about 10 mm diameter in analogy to the size of a resistance spot weld, staples, or straight stitches. The actual weld pattern is tailored to the strength and fatigue requirements of the part. Nd:YAG or fiber lasers with up to 4 kW power and good beam quality, typically delivered through a 0.2mm optical cable, are used in combination with special high-power scanning systems. About 50 robotic remote welding systems are now used in production at various automotive plants and their suppliers.
CO2 lasers represent a much more cost effective laser system than Nd:YAG or fiber lasers, however, their long wavelength does not allow the use of dielectric, lightweight mirrors as they are deployed in conventional high-speed scanners. The FLO optic with water-cooled mirrors and proprietary drives is mounted at the end of a robot. The beam from a 6kW PRC laser is delivered through an articulated arm. The motion of the scanner is synchronized with the motion of the robot to produce a circular weld line with 8mm diameter. Test coupons with 1mm thickness of the upper sheet and 2mm thickness of the lower sheet were used for the initial welding trials. At a robot speed of about 6 m/min, 240 spots per minute could be welded (see Figure 3).
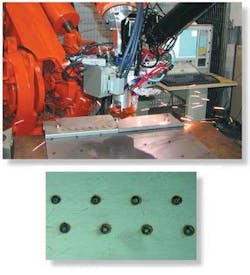
Clear heat marks were visible at the bottom side of the coupons, indicating the potential for even higher welding speeds. The coupons were arranged in a different level (see Figure 3) to prove the functionality and response time of the integrated autofocus. No difference in weld quality and penetration depth could be detected in the two spots next to the step. The system is currently benchmarked against a conventional remote welding system, an automotive application, welding reinforcements to a fender.
The use of cost-effective CO2 lasers and the high power handling capabilities of FLO optics can increase productivity through higher welding speeds or welding of thicker materials. Because it can be easily retrofit to conventional laser systems and robots found in many manufacturing facilities, the system offers a viable alternative to resistance spot welding at minimum capital equipment costs.
Stefan Heinemann is executive director of Fraunhofer USA Center for Laser Technology (Plymouth, MI). He can be contacted by e-mail at [email protected].