Drilling with fiber lasers
Jens Dietrich and Ingomar Kelbassa
Pulse fiber lasers lessen acquisition and operating costs
Companies that use laser sources for drilling have three requirements: cost efficiency, high productivity, and high quality. Cost efficiency is affected by productivity and quality, but is also determined by the operating and maintenance costs of the laser source. Quality is the compliance with specifications such as geometrical tolerances or metallurgical results, e.g., recast layer thickness. Productivity is the number of holes that are drilled per time.
The type of laser source used for drilling is not important as long as all three main objectives are achieved. Therefore, companies will use new laser sources if they have benefits in cost efficiency, productivity, or quality compared to state-of-the-art flashlamp-pumped Nd:YAG lasers.
New diode-pumped lasers such as fiber lasers seem to have benefits considering their specifications; costs of the laser sources with a mean power of less than 1 kW, and operating costs are smaller.
Smaller operating costs also result from a higher electrical efficiency, a greater lifetime of diodes compared to flashlamps, and the omission of adjustment.
When using a flashlamp-pumped laser source, the beam is guided by mirrors that need to be adjusted and have a small loss of power (0.2 to 5% per mirror). Using a fiber laser, the beam delivery system does not need to be adjusted as the beam is guided by a flexible fiber. The loss of power of the beam delivery system is rather small as no mirrors are used. Fibers as a beam delivery system are more flexible as the beam can be delivered to different work stations by beam switches or fiber replugging.
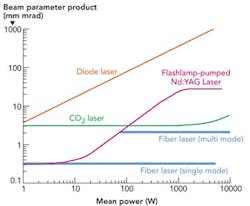
Fiber lasers can provide a smaller beam parameter product at high mean powers compared to flashlamp-pumped Nd:YAG lasers (FIGURE 1) as fiber lasers have a smaller beam parameter product in the range above 100 W. Below 100 W, single mode fiber lasers have a comparable beam parameter product of ~0.35.
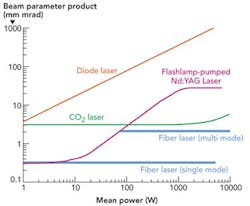
Thus, drilling with fiber lasers is applicable when quality and productivity is comparable to flashlamp-pumped Nd:YAG lasers as fiber lasers offer more cost-savings.
Editor’s Note: In this article, the authors refer to the fiber laser as a diode-pumped laser.
Experimental setup
The suitability of the two different laser types for drilling – flashlamp and diode-pumped laser – is analyzed by comparing drilling results. Therefore, geometrical specifications of holes to be drilled are defined. The geometry is based on typical venting holes that are drilled in tool forms. The exit diameters of through holes are supposed to be 120 µm with a depth of 5 mm in stainless steel 1.4301. In some cases, tool forms can have several thousands of holes. Therefore, high productivity is needed to reduce manufacturing time. The hole quality, such as recast layer thickness or taper, is not specified but is considered to be as high as possible.
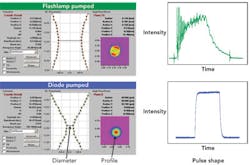
In the experiments, a flashlamp-pumped Nd:YAG laser LASAG FLS 652N and a pulsed fiber laser IPG YLS-600/6000-QCW with a 50 µm fiber are used. The focal length of both optics is 100 mm. With these drilling optics, the focal diameter of the Nd:YAG laser is 232 µm, while that of the fiber laser is 74 µm (FIGURE 2). The times-diffraction-limit-factor M2 is 15.7 for the Nd:YAG and 10 for the fiber laser. The reason for choosing a flashlamp-pumped laser source with a high average power and a small beam quality is the demand for high productivity.
Oxygen with a pressure of 8 bar is used as the process gas. The distance from the nozzle to the workpiece is 1 mm. The laser beam is focused onto the surface of the workpiece. As drilling completes, the productivity, hole exit diameters, and recast layers are measured and compared.
Results
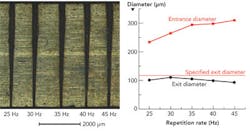
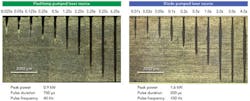
The specified hole geometry can be achieved by drilling with more than one set of parameters. Every set of parameters can have advantages such as higher productivity, but can also have disadvantages such as higher tolerances of the exit diameter or higher taper. When choosing one set of parameters, a compromise between productivity and quality has to be made. For example, choosing a higher repetition rate leads to higher productivity, but also leads to a higher taper when drilling with the flashlamp-pumped laser source (FIGURE 3). The repetition rate of the flashlamp-pumped laser source is fixed to 40 Hz as the entrance diameter of the hole becomes very large at higher repetition rates.
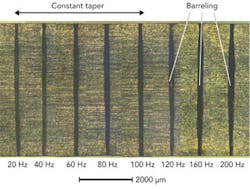
In the case of drilling with the diode-pumped laser source, the influence of the repetition rate on taper is small (FIGURE 4). When drilling with a repetition rate higher than 100 Hz, the taper is almost constant, but the holes are enlarged in the middle (barreling). The standard deviation of hole diameters also increases at repetition rates higher than 100 Hz. Thus, the repetition rate when drilling with the fiber laser is fixed to 100 Hz. Both repetition rates are maximized in order to have a high productivity with a reasonable geometric quality such as taper.
The parameters are set up by a systematic variation considering drilling productivity and quality. To compare the productivity of holes drilled by the Nd:YAG and fiber laser, the hole depth is measured after a defined number of laser pulses in longitudinal sections (FIGURE 5).
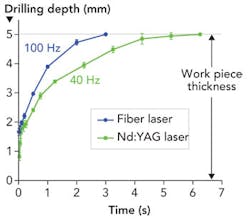
The drilling depth is plotted as a function of the pulse number, which is converted into time (FIGURE 6). The drill through time of the 5 mm work piece is 3 s using the diode-pumped and 6.25 s using the flashlamp-pumped laser source. The difference in the drill through time is a result of the two repetition rates.
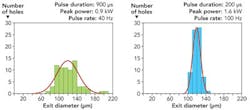
To analyze the reproducibility of the exit diameter, several hole exits are measured. The number of holes are plotted as a function of the tolerance of the hole exit and a Gauss distribution is calculated (FIGURE 7).
The Gauss distribution of hole exits using the diode-pumped is smaller compared to the flashlamp-pumped laser source. This can be a result of the intensity profile as the times-diffraction-limit-factor of the fiber laser is smaller by a factor of 1.6. Also, the pulse-to-pulse stability of the flashlamp-pumped laser source is smaller as pulses can spike and the pulse energy can vary.
The thickness of recast layers is measured with an image processing software in longitudinal sections. Recast layers of holes drilled with the Nd:YAG laser as well as the fiber laser are comparable. The thickness of recast layers for both laser sources is approximately 20 µm.
Conclusion
Pulsed fiber lasers can provide a smaller beam parameter product at high mean powers compared to flashlamp-pumped Nd:YAG laser sources and are more economical as acquisition costs and operating costs are less. The specified hole geometry with a diameter of 120 µm and a depth of 5 mm in stainless steel 1.4301 can be achieved with a flashlamp as well as a diode-pumped laser source. When drilling with both laser systems, compromises between productivity and geometrical quality such as taper must be made. Parameters, which consider productivity as well as quality, are determined.
The productivity using a fiber laser is higher in the experiments compared to the Nd:YAG laser as the repetition rate of the Nd:YAG laser is smaller. The repetition rate cannot be raised because this increases taper and the standard deviation of hole diameters.
The tolerance of hole exit diameters is smaller when drilling with the fiber laser. This can be a result of the smaller times-diffraction-limit-factor M2 as well as a better pulse-to-pulse stability of fiber lasers compared to flashlamp-pumped Nd:YAG lasers.
Drilling with flashlamp-pumped Nd:YAG lasers is still state-of-the-art. Nd:YAG lasers are commonly used for industrial applications such as drilling, cooling holes in turbine blades, or manufacturing holes in tool forms. There will be economic and technical benefits using a diode-pumped laser source for drilling if companies will change their laser sources from flashlamp-pumped Nd:YAG lasers to diode-pumped lasers such as fiber lasers in the future.
Reference
1. Poprawe R, Lasertechnik für die Fertigung Berlin Heidelberg, Springer Verlag, 2005, ISBN: 3-540-21406-2.
Dipl.-Ing. Jens Dietrich is group leader, laser drilling LLT, RWTH Aachen University and Akad. Oberrat. Dr.-Ing. Ingomar Kelbassa is vice and academic director LLT, RWTH Aachen University, and the department head RWTH LLT, Fraunhofer ILT, and chair for laser technology, RWTH Aachen University, Aachen, Germany.
More Industrial Laser Solutions Archives Issue Articles