Cutting thick section steel with fiber lasers
Catherine Wandera and Veli Kujanpää
Metal processing is the most significant application of lasers in materials processing in terms of market share1. Sheet metal cutting requires a combination of high power output and high beam quality especially for thick-section metal cutting; consequently, only a few lasers qualify for thick-section metal cutting because the laser beam quality generally deteriorates with increase in output power. The dominant laser in sheet metal cutting is CO2 because of the availability of high power units with high beam quality. The fiber laser is gaining importance in sheet metal processing applications including the cutting of thick sections because of its wavelength and high beam quality, and the fiber laser is expected to present process benefits over the CO2 laser. A prime reason is that the absorptivity by metal surfaces is higher for the shorter wavelength fiber laser radiation compared to the longer wavelength CO2 laser radiation.
An inert assist gas – usually nitrogen – is preferred for laser cutting of stainless steel where the laser beam supplies all the energy needed for cutting, and clean unoxidized cut edges are obtained. Laser cutting of mild steel is usually performed using a reactive assist gas jet supplying oxygen or compressed air. The oxygen reacts exothermically with the molten metal and the chemical reaction releases large amounts of energy that acts as an additional energy source to the cutting process. The additional energy from the exothermic chemical reaction enables cutting at higher speeds. This cutting process produces cut edges with an oxide layer that may need to be removed before further processing operations, such as painting, because the oxide layer has a tendency of flaking with time.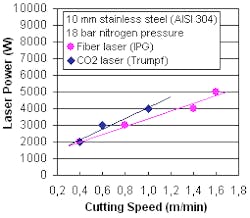
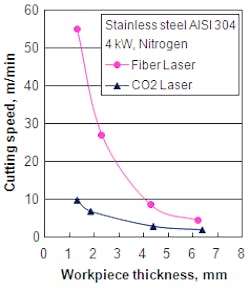
Cutting speed
Fiber laser cutting has an enormous high speed advantage in thin-section metal cutting compared to the CO2 laser, as FIGURE 1 shows2. FIGURES 2 and 3 show that the incident laser power required for cutting at a given cutting speed is lower for fiber laser cutting than for CO2 laser cutting, indicating a higher absorption of the fiber laser radiation by the workpiece material and thus higher melting efficiency for the fiber laser beam3. TABLE 1 presents the specifications of the fiber laser system used for results presented in FIGURES 2 and 3. The fiber laser cutting speed advantage is not enormous in thick-section metal cutting. For larger workpiece thickness (> 4 mm), the fiber laser cutting speed scales down to a comparable level to the CO2 laser cutting speed. In essence, the enormous reduction in fiber laser cutting speed at large workpiece thickness is attributed to the mechanism of absorption of the fiber laser radiation. Absorption of the fiber laser radiation by the metal workpiece reaches a distinct maximum in the range of small sheet thickness, but monotonically decreases with the sheet thickness while the absorptivity of the CO2 laser radiation continuously grows with sheet thickness reaching a maximum at larger sheet thickness4.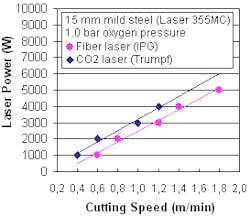
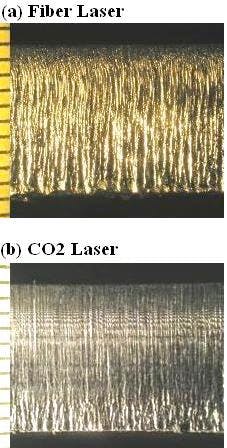
Cut quality
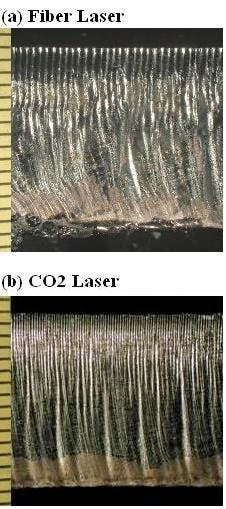
FIGURE 4 shows the typical cut-edge quality obtained in 10 mm thick stainless steel using the fiber laser and CO2 laser with similar processing parameters. A more superior cut-edge quality can be obtained with the CO2 laser than with the fiber laser. The difficulty in achieving efficient melt ejection through the narrow cut kerfs formed during high speed cutting of thick-section steel using the high brightness fiber laser results in deterioration of the cut-edge quality.
| TABLE 1. Laser system parameters | ||
| PARAMETER | FIBER LASER (IPG YLR- 5000-S) | CO2 LASER (TRUMPF TRULASER 3530) |
| Max. laser power (kW) | 5 | 4 |
| Nominal beam quality (BPP) (mm.mrad) | 5.2 | N/A |
| Beam delivery fiber (μm) | 150 | 190.5 |
| Focal length (mm) | 190.5 | 190.5 |
| Min. focused spot diameter (mm) | 0.3 | 0.3 |
In thick-section mild steel cutting with oxygen as the assist jet, the cut-edge quality is highly dependent on the rate of the exothermic oxidation reaction which is influenced by the assist gas pressure and nozzle diameter. The exothermic oxidation reaction power addition increases with workpiece thickness because of the increased amount of molten metal during thick-section metal cutting. Additionally, the lower cutting speeds applied in thick-section metal cutting enhance the rate of the oxidation reaction, resulting in deep grooves on the cut edge. The oxygen assist jet pressure and nozzle diameter are adapted to the workpiece thickness to control the rate of the oxidation reaction for good cut-edge quality. FIGURE 5 shows the typical cut-edge quality obtained in 15 mm mild steel using the fiber laser and CO2 laser.
| TABLE 2. Processing parameters for optimum cut quality using fiber laser | ||
| STAINLESS STEEL | MILD STEEL | |
| Workpiece thickness (mm) | 10 | 15 |
| Output power (kW) | 4 | 15 |
| Standoff distance (mm) | 0.7 | 1.0 |
| Nozzle diameter (mm) | 2.5 | 1.5 |
| Gas pressure (bar) | 20 (nitrogen) | 1.0 (oxygen) |
| Focal length (mm) | 254 | 254 |
| Focal position (mm below top surface) | 10 | 7 |
| Cutting speed (m/min) | 1.0 | 1.0 |
Summary
With the development of high brightness laser sources, the melt removal rate now seems to be the major practical factor limiting the maximum thickness that can be cut rather than the intensity of the available laser beams. Processing parameters that enhance the melt fluidity enable high cutting quality and high cutting speed. The processing parameters that influence the melt removal efficiency in thick-section metal cutting using an inert assist gas jet include: focal position, assist gas pressure, and nozzle diameter. Olsen et al. also demonstrated an approach in which multibeam patterns are applied to control the melt flow out of the cut kerf for improved cut quality in metal cutting using high brightness and short wavelength lasers5.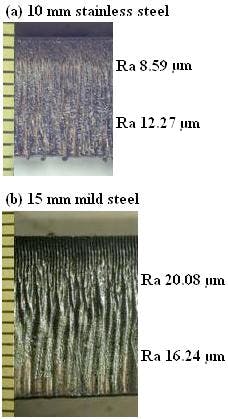
Catherine Wandera is with LUT Mechanical, Lappeenranta University of Technology, Lappeenranta, Finland. Veli Kujanpää ([email protected]) is also with LUT and also with VTT The Technical Research Centre of Finland, Lappeenranta, Finland
References
1. David A. Belforte, "The Worst Is Over: Annual Economic Review and Forecast," Industrial Laser Solutions for Manufacturing, January/February 2010, Vol. 25, No. 1, pp. 4-10.
2. Wandera C. "Laser cutting of austenitic stainless steel with a high quality laser beam", Masters Thesis, Lappeenranta University of Technology, Finland, May 2006, 108 p.
3. Wandera C., Kujanpää V., and Salminen A. "Laser power requirement for cutting of thick-section steel and effects of processing parameters on mild steel cut quality", accepted for publication in the Journal of Engineering Manufacture, 2010.
4. Mahrle A., Lütke M., and Beyer E. "Fibre laser cutting: beam absorption characteristics and gas-free remote cutting", Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 2010, Vol. 224, pp.1007-1018.
5. Flemming O. O., Hansen K. S., and Nielsen J. S. "Multibeam fiber laser cutting", Journal of Laser Applications, 2009, Vol. 21, pp.133-138.