Nano to pico to femto: Pulse widths for optimal laser micromachining outcomes

The goal of any machining process is to achieve the desired high-quality results in the shortest time possible and in the most economical way. Laser machining, compared to conventional mechanical machining techniques such as cutting, milling, and drilling, can achieve localized, high-quality, and precise machining. With the right choice of laser, one can also achieve a high-yield, high-throughput, and economical process.
One industry where lasers are heavily used is in manufacturing mobile devices. The demand to make smaller, faster, lighter, and lower-cost mobile devices has required laser micromachining processes that can meet this challenge. Other industries, such as medical device manufacturing, clean energy, automotive, and aerospace, have also adopted laser machining to varying degrees.
While several laser parameters affect the machining results, the choice of pulse width is one of the important factors that affect the precision, throughput, quality, and economics of the process. Pulsed lasers with pulse widths in the nanosecond-to-femtosecond range are commonly used for precision micromachining of various materials. This article describes the tradeoff among throughput, quality, and cost for commonly used nanosecond, picosecond, and femtosecond lasers for micromachining.
Nanosecond pulse widths
It is well established that, for the same average power, nanosecond lasers result in a higher rate of material removal and, therefore, higher throughput vs. picosecond and femtosecond lasers because of the fact that the majority of material removal takes place by melting. The material is heated by the laser pulse from room temperature to its melting temperature, and is eventually removed by evaporation and molten material expulsion.
The precision and quality of machining, however, suffers since the molten material removed usually clings to the edges of the machined feature and re-solidifies. The residual heat that remains in the material creates what is known as a heat-affected zone (HAZ) around the machined features. Also, some of the ejected molten material splashes around the machined feature and creates poor quality of machining.
These ill effects may be reduced with some added cost by using a green or ultraviolet (UV) wavelength and shorter-pulse-width nanosecond lasers. UV nanosecond lasers in particular can result in significantly reduced HAZ because of the shallow absorption depth in most materials. UV nanosecond lasers also provide the advantages of a tighter focal spot size and larger depth of focus needed in machining small features.
Recent developments in the capabilities and cost of UV nanosecond lasers have accelerated their adoption in precision micromachining. For example, Spectra-Physics' Talon and Explorer UV lasers lead a dramatic cost-performance improvement in the industry for UV lasers, with an over-3X cost-per-watt improvement in a span of as many years. As a result, these lasers are now widely used in applications such as UV marking, thin-film patterning, PC board cutting, and via drilling to achieve fine features at high throughputs. FIGURE 1 shows an 80μm-diameter through-via hole generated in a copper-polyimide-copper flexible printed circuit board (FPCB) film using a Talon UV laser, with a very minimal average burr height of ~2μm around its edge.
In another direction, Spectra-Physics' Quasar UV hybrid fiber laser offers >60W UV short nanosecond pulses at high repetition rates with flexible, programmable pulses. This combination of capabilities dramatically opened up the available parameter space for UV nanosecond lasers, and enabled high-quality and high-throughput machining of semiconductors, ceramics, sapphire, glass, battery foils, and other materials used in mobile devices. In the future, UV nanosecond lasers will drive down the cost-per-watt curve while enhancing capability to continue the expansion of its usage in volume manufacturing applications.
Nanosecond vs. picosecond machining
Comparing nanosecond lasers to picosecond lasers, early work [1] shows that reduced melting of stainless steel occurs when processed using picosecond laser pulses instead of nanosecond pulses. Many other studies have shown that machining quality—defined as width of HAZ, debris formation, and molten material buildup and splatter around the laser-machined edges—improves when a picosecond laser is used for micromachining. Also, the material removal threshold, defined as minimum fluence measured as energy per area (mJ/cm2), required for material removal is much lower for a picosecond laser pulse than a nanosecond pulse.
The higher peak power achieved because of the shorter picosecond pulse width clearly helps initiate material removal at a much-lower energy per pulse. However, from a practical viewpoint, a majority of cutting or drilling processes are executed at a much higher fluence than the material removal threshold, and a nanosecond laser with the same average power provides higher throughput than a picosecond laser. If higher quality is an important requirement for the process, then using a picosecond laser instead of a nanosecond laser is necessary.
Once that choice is made, a picosecond laser with the appropriate power level will need to be selected to meet the throughput requirement. FIGURE 2 shows 0.7mm-thick Gorilla Glass scribes created using UV nanosecond and green picosecond lasers under similar process conditions, with the lasers operating at the same 30W average power and 1MHz pulse repetition frequency. The ~70μm scribe depth was achieved using a UV nanosecond laser, whereas ~40μm scribe depth was achieved using a green picosecond laser. However, edge chipping for the UV nanosecond laser processed glass was ~18μm compared to ~9μm achieved using a green picosecond laser.
In addition to the quality benefit and throughput disadvantage of picosecond vs. nanosecond lasers, the economics must also be considered since picosecond lasers are usually significantly more expensive for both upfront cost and cost of ownership. Spectra-Physics' IceFyre industrial picosecond lasers, which offer widely adjustable repetition rates, a programmable burst mode capability, and high reliability, will enable advances and new applications in micromachining that were previously impossible because of process flexibility, reliability, cost-performance, or size constraints.
Picosecond vs. femtosecond machining
Moving to even shorter pulse widths, the choice between picosecond and femtosecond laser pulse widths for micromachining depends on the material to be machined, quality requirements, and economic considerations. A femtosecond laser may provide quality improvement over a picosecond laser, but the higher laser cost is a serious consideration. Both picosecond and femtosecond lasers provide high peak power and, therefore, lower material removal threshold fluence. The removal threshold fluence for femtosecond laser pulses is lower than picosecond pulses for many materials. However, at fluence levels higher than the threshold where most of the practical machining processes are executed, the material removal rate is material dependent.
A study [2] shows that material removal rate for stainless steel increases as pulse width decreases from 10ps to 900fs, whereas the removal rate for aluminum nitride decreases as pulse width decreases. In machining heat-sensitive polymers, such as poly-L-lactic acid (PLLA) used to manufacture biodegradable stents or thin films in organic LED (OLED) displays, femtosecond laser pulses are required to avoid melting and heat damage.
FIGURE 3a shows melting at the edge of PLLA using a 10ps laser, while FIGURE 3b shows a clean edge achieved using a 400fs Spectra-Physics Spirit laser. So, femtosecond lasers are necessary for machining certain type of materials because of their properties and in situations where the required process quality requirements cannot be met using picosecond lasers. As with nanosecond and picosecond lasers, femtosecond lasers are also improving in cost-performance over time.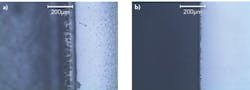
Summary
While no one single laser pulse width can achieve the desired machining for all materials, the choice of pulse width does have high impact on quality, throughput, and cost of the processes. A laser should be chosen based on the material to be processed and the desired quality, throughput, and cost requirements. In general, nanosecond lasers provide an economical, higher-throughput solution at a reasonable quality over picosecond and femtosecond lasers, and UV nanosecond lasers (in particular) offer a "sweet spot" of high quality and high throughput for many applications.
However, for thin metals, transparent materials, and heat-sensitive materials, picosecond and femtosecond lasers can provide machining quality advantages and, if the best machining quality is necessary, a picosecond or femtosecond laser are favored for micromachining. A new class of high-power industrial picosecond and femtosecond lasers are providing higher throughput, along with higher quality at lower cost per watt.
Looking into the future, we see continued advances in the cost-performance of nanosecond, picosecond, and femtosecond lasers. These advances will drive further rapid adoption of lasers in precision manufacturing using all three categories of pulse widths, each for its particular set of materials and applications with its own advantages in machining quality, throughput, and economics.
ACKNOWLEDGEMENTS
Explorer, Quasar, Spectra-Physics, Spirit, and Talon are registered trademarks of Spectra-Physics, while IceFyre is a trademark of Spectra-Physics.
REFERENCES
[1] B. N. Chichkov et al., Appl. Phys. A, 63, 109–115 (1996).
[2] "Same quality at a third of the machining time," Commun.: Laser Technik J., 12, 22–26 (Jun. 11, 2015).
About the Author
Rajesh Patel
Independent Consultant
Rajesh Patel, now an independent consultant in laser applications, was with MKS Spectra-Physics from 2006 through 2018, with his most recent role there being Director of Strategic Marketing and Applications Engineering.

Jim Bovatsek
Jim Bovatsek is a senior manager of applications engineering at MKS Spectra-Physics industrial applications laboratory in Milpitas, CA. He has focused on laser applications development using nanosecond, picosecond, and femtosecond pulsed lasers since 2000, with various publications and patents having been generated. He holds a Bachelor of Science (Physics) degree from the University of California, Santa Barbara.
Herman Chui
Vice President & General Manager, MKS Spectra-Physics
Herman Chui is Vice President & General Manager, Photonics Solutions Division, Lasers at MKS Spectra-Physics (Milpitas, CA).