Laser cleaning composites optimize adhesive bonding
Carbon fiber reinforced plastics (CFRPs) are composite materials that offer a highly desirable combination of physical strength and light weight. Originally developed primarily for aerospace applications, they can now be found in products ranging from automobiles, sailboats, and racing bicycles to golf clubs.
Adhesives are often used to join individual CFRP pieces in an assembly because bonding offers several advantages over mechanical fastening methods. However, achieving a high strength adhesive bond can be frustrated by the presence of surface contaminants. A variety of techniques have been employed to clean CFRPs prior to bonding, but each of these methods has limitations in terms of either speed, complexity, or the need for subsequent cleaning. Excimer laser-based surface cleaning and ablation now offers a practical alternative that yields a pristine surface with the requisite characteristics for adhesive bonding. This article reviews how excimer laser cleaning is implemented and discusses the results of bond strength testing performed using this technology.
CFRP background
A CFRP consists of a so-called reinforcement and a matrix. The reinforcement, which provides load-bearing strength and rigidity, is carbon fiber, usually woven like a fabric. Other fibers such as Kevlar, aluminum, or glass are also often added. The matrix, which surrounds the reinforcement and binds it together, is most commonly epoxy or some other polymer resin.
CFRP components are manufactured in all shapes and sizes with various technologies like tape laying, molding, resin transfer molding (RTM), or braiding. Building up larger composite structures, such as airplane parts, requires joining individually fabricated CFRP components. This joining can be accomplished using conventional mechanical fasteners (screws, rivets, etc.); but this approach has several drawbacks. First, the drilled through-holes required to employ traditional fasteners can damage the load-carrying fibers. Furthermore, internal stress levels can be high around these fasteners since they concentrate the load-bearing function into a small area. This may necessitate the use of reinforcements around these stress points, which then increase the total assembly weight. Finally, the metal fasteners themselves may significantly increase the weight of the assembly. These last two factors degrade the high strength-to-weight characteristics that are the most useful feature of CFRPs.
Adhesive bonding
Adhesive bonding offers an alternative that avoids these problems. Specifically, it does not require puncturing the CFRP; it spreads the mechanical loading evenly over the entire bonded surface; and it doesn't add significant weight to the finished assembly.
To achieve a high strength adhesive bond, it is necessary to remove any mold release agents and other trace contaminants remaining on the surface from previous manufacturing steps. This is critical because it is well established that adhesive bond strength is highly dependent upon surface cleanliness prior to bonding. However, this surface cleaning must be accomplished without producing any damage to the underlying CFRP, and the load-carrying fibers, in particular.
Techniques for surface pre-treatment
Several techniques are currently used for cleaning and preparation of CFRP parts prior to adhesive bonding, including mechanical abrading and grit blasting. Unfortunately, each of these methods has drawbacks. For example, most mechanical abrading processes suffer from low throughput speed and are usually performed wet, necessitating subsequent rinsing and drying and introducing further production cost and process time. Grit blasting also leaves residues and dust that make cleaning necessary. Plus, mechanical methods introduce the risk of damaging the carbon fibers.
In the aerospace industry, peel-plies are also used for CFRP surface preparation. Peel-plies are sheets of woven fabric material that are laminated onto the CFRP surface prior to curing the matrix resin. They are removed before adhesive bonding, leaving a clean surface. The main drawback of peel-plies is that they increase CFRP manufacturing complexity. Furthermore, the repeatability of CFRPs processed with peel-plies is limited because these produce thickness variations in the resin layer. Also, peel-plies are not suitable for CFRP repair work.
Laser treatment advantages
Laser surface preparation involves ablating a thin layer of material from the CFRP. It is a cleaning method proven in other applications that has the potential to avoid virtually all of the drawbacks of these other techniques and that can effectively remove virtually all contaminant residues. Unlike mechanical techniques, laser cleaning requires virtually no surface preparation, is performed dry, doesn't require that the surface be cleaned of debris afterward, and avoids fiber damage if suitable parameters are chosen. Additionally, laser processing is compatible with the preparation of large surface areas, can be readily automated, and delivers highly consistent results because it is a wear-free and contact-free process. Plus, laser surface preparation is applicable to CFRP repair applications.
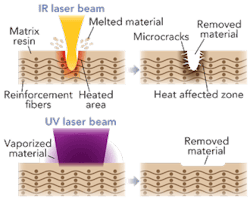
However, for the laser process to deliver better results than mechanical methods and peel-plies, it is essential that it not induce any damage to the bulk resin or load-carrying fibers. This can be problematic when using longer wavelength lasers such as far infrared CO2 and near infrared solid state and fiber lasers because all these remove material through thermal means. Heating of the bulk material can cause fiber damage as well as cracks in the matrix. In contrast, ultraviolet lasers remove material primarily through photoablation, rather than thermal mechanisms, resulting in essentially no heat affected zone and enabling highly precise material removal (Figure 1).
Of currently available ultraviolet laser technologies, pulsed excimer lasers offer the highest pulse energy (up to 2 J). Plus, the large rectangular beam produced by excimer lasers can easily be shaped and homogenized to match the geometry of typical CFRP surface preparation applications. Together, these characteristics enable rapid material removal and high throughput, even with larger CFRP parts. Current excimer lasers have also established an excellent track record in other industrial applications due to their ability to run essentially maintenance-free for periods of over one year in three-shift, high duty-cycle operations.
Excimer laser cleaning
The exact way in which the excimer laser is employed for a given surface preparation application depends upon the specific geometry of the CFRP, the output fluence of the particular laser model, and the desired throughput. However, all CFRP processing schemes are typically variants of two basic approaches, namely, the line scan or the step-and-repeat method (Figure 2).
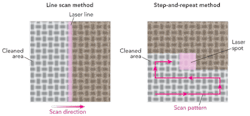
In the line scan method, the laser beam is shaped into a line (that is, a very high aspect ratio rectangle) and then swept continuously across the surface to be cleaned. The number of pulses to which a given spot on the material is exposed is determined by a combination of line width, line travel speed, and laser repetition rate. If the line length is shorter than the width of the area to be cleaned, then several adjacent passes of the area are made.
In the step-and-repeat method, the laser beam is formed into a square or nearly square rectangle. The laser spot is positioned at a fixed point on the CFRP surface, and an exposure is made (consisting of one or more laser pulses). Then, the beam is translated a distance corresponding to its width, and the process is repeated. The entire area to be cleaned is sequentially exposed in this manner. For both methods, the size and weight of typical excimer beam delivery optics usually make it more practical and economical to move the CFRP relative to the laser beam, rather than vice versa.
Excimer laser test results
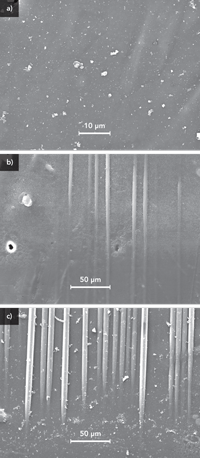
The Adhesive Bonding and Composite Technologies Department at the Technical University of Braunschweig, Germany, tested the bond strength of CFRP surfaces prepared with a Coherent LPXpro 305 excimer laser. This was then compared with the bond strength obtained utilizing traditional surface preparation methods. In this study, the excimer was configured to output at a wavelength of 308 nm and a pulse duration of 28 ns. Raw laser output was transformed into a 30 mm × 1.8 mm field size, having less than a 1% rms overall variation in fluence over its entire length, and a Gaussian profile along its width. The line scan method of exposure was used, with laser fluences of between 400 and 800 mJ/cm2. By varying laser repetition rate and line scan speed, total pulse exposures for a given point on the CFRP could be varied from 1 to 48. The CFRP tested was a typical aerospace material purposefully contaminated with a polysiloxane-based mold release agent. The SEM photos (Figure 3) demonstrate the technique's ability for highly controlled bond and matrix material removal without damage to the exposed fibers.
After laser cleaning, specimens were bonded, and bond strength was measured. Maximum bond strength in this experiment occurred at an exposure of two pulses at 600mJ/cm2. Furthermore, the bond strength achieved was higher than that obtained using abrading or peel-plies. When failure did occur, it was within the matrix itself, rather than at the adhesive boundary, meaning that the adhesive bond was stronger than the bulk matrix material.
Lower exposure levels than the optimum failed to completely eliminate all the surface contaminants. This weakened the resultant bond, and failure in these cases occurred in the adhesive layer.
At exposure levels above the optimum shot number/fluence combination, the laser completely eliminated the overlying pure epoxy resin layer, and, at the very highest exposures, it began to damage the sizing of the fibers (sizing is a chemical coating applied to the carbon fibers that enhances their bonding to the matrix resin). The result was lower total shear strength and failure at either the adhesive boundary, or within the fibers themselves.
While the optimum pulse number and fluence combination might vary for other bond and matrix material formulations, this testing clearly indicated that excimer treatment at the right parameters is capable of achieving or exceeding the maximum shear strength obtained using abrading. The rate of excimer laser cleaning with the parameters employed in this testing was 0.16 m²/min (9.6 m²/h), which is a bit slow for commercial uses. However, there are substantially more powerful industrial excimer lasers than the 30 W (average power) model used here. For example, the Coherent LSX Series laser delivers 540 W of average power. Using this laser at the same pulse energy and overlap as employed in this testing, but a repetition rate of 600 Hz, would deliver cleaning rates of 0.97 m²/min (58.3 m²/h), making it suitable for many typical CFRP production applications.
In conclusion, adhesive bonding of CFRPs offers several advantages over other joining techniques if the surfaces can be properly prepared prior to bonding. Excimer laser surface preparation promises to deliver superior results over other methods in terms of final bond strength, while also being more economical to implement. Furthermore, it has proven to be highly reproducible, making it a consistent and stable process that is well-suited for volume production applications and even repair work.
About the Author
Frank Gaebler
Director of Product Marketing, Coherent LaserSystems GmbH & Co KG
Frank Gaebler is director of product marketing at Coherent LaserSystems GmbH & Co KG (Lübeck, Germany).
Ralph Delmdahl
Ralph Delmdahl is product marketing manager at Coherent.