Lasers make advances in auto-body door rings
Hot stamping enables enhanced body performance
René Vierstraete and Gary Black
For the last few years due to government-mandated crash regulations and the auto industry's increased focus on vehicle weight reduction, the use of hot stamping and Press-Hardened Steels (PHS) for the body-in-white (BIW) structure has been booming. Commonly based on boron steels, PHS produces ultra-high-strength steel with easy formability by hot stamping and a quenching effect during cooling in the press.
The most popular and user-friendly PHS grades are Usibor 1500 P and Ductibor 450 & 500, which are produced by ArcelorMittal. The unique aluminum silicon (AlSi) coating allows for a simplified hot stamping process with no scale, no surface decarburization without protection gas, and good corrosion properties on the final product.
These two grades, with complementary properties (strength vs. formability), are the key drivers pushing the need for advanced laser-welded blanks (LWBs) in safety-critical BIW structural components. Using a conventional laser butt welding process on AlSi-coated steels creates a weak point in the weld. The high levels of aluminum in the fused metal zone lower the mechanical properties of the quenched weld area. To compensate for this effect, ArcelorMittal has developed a patented process for conditioning the edges of the steel blanks prior to laser welding. The key point is to remove just the free AlSi coating while leaving in place the thin intermediate layer (AlFe) created during the coating process. On parts produced using this patented process, the amount of Al remaining in the fused zone is very low. The small traces of Al do not affect the weld zone and the high level of mechanical strength is maintained through the weld. By using an ArcelorMittal tailored-blanks patented process, which keeps the intermediate layer, good corrosion properties are maintained on the final product.

How is the thin intermediate layer of a few microns left intact? A laser ablation process was developed to fulfill the specifications of this edge preparation. (See the article "Laser ablation for hardening laser welded steel blanks," which appears in the March/April 2010 issue of Industrial Laser Solutions.
History
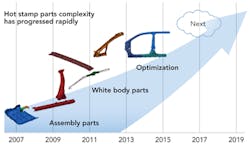
Since 2008, all of the LWB-PHS parts for front rail, rear rail, and B Pillar medium-size parts have been manufactured in Europe (Figure 1). Honda R&D America decided to take a different approach for the new Acura MDX model. To meet the newest North American severe safety crash tests and the light-weight/low-emission "green" target, Honda decided to investigate the concept of a larger, more complex LWB-PHS. It was important for them to take into account the AMTB European know-how in LWB-PHS and forward the hot stamp history by designing larger, more complex LWB-PHS parts.
In 2009, Honda America started development of the PHS door ring, working in cooperation with the ArcelorMittal Global R&D Automotive Applications Center located in Montataire, France. This facility is fully capable of fulfilling the complete PHS and LWB-PHS chain: design parts, simulate the hot-stamping feasibility, produce scale Step 1 LWB-PHS demonstrator parts in multilinear design (ablation and welding), and hot-stamp the demonstrators. Honda LWB-PHS demonstrators were produced in Montataire.

In 2011, Montataire's 6kW CO2 LWB laser welding system was upgraded to be capable of fully producing LWB-PHS (Figure 2). The original Rofin RS 860 HF (CO2, 6kW) welding laser was replaced by a 1μm diode-pumped disk laser. A Trumpf TruDisk laser (5.3kW, upgradable to 8kW) with 200 and 600μm fiber cables was installed. At the same time, a new Q-switched, diode-pumped YAG laser was also added. The removal of the AlSi coating—or "ablation"—process is performed by a Rofin 450 W, nanosecond, Q-switched Nd:YAG rod laser.
Honda Acura MDX door ring
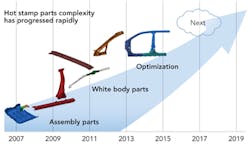
The 2014 Acura MDX uses the world's first LWB Hot Stamp door rings. In yellow (Figure 4), the Usibor LWB single multi-thickness door ring part (A-B pillars) provides three advantages: Improved energy management through uninterrupted laser produced joints, improved weight using LWB-PHS, and improved fit and finish (optimum BIW geometry and doors setting accuracy with functionalities in a single, big part).

Figure 5 shows the location of supply and manufacture of the Acura, and also shows how it is manufactured using the laser technology (Step 2).
Usibor Coils are produced at the Indiana Harbor plant of ArcelorMittal USA. The flat LWB-PHS door ring is produced at AMTB Pioneer (Pioneer, OH), a key factory of ArcelorMittal Tailored Blanks Americas Ltd (AMTB A Ltd.)
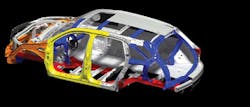
AMTB Pioneer operates seven high power laser welding lines and one fully automated ablation line, which is the first of its kind in North America. This process is shown in Figure 6, where the top surface material is removed without thermal damage to the inner material. This is accomplished because of the high peak laser power (megawatts). Today, this extreme high power is only possible with short pulse lasers. For each LWB-PHS seam, both sub-blanks' edges must be ablated on the two faces.
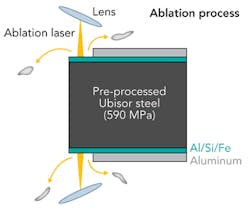
The original AMTB Europe ablation system used two 450W (average) laser generators—two Q-switched Rofin lasers (with 75mJ pulse energy at 450W, the largest model at that time). Now, Pioneer uses an enhanced solution, a unique Rofin 1kW laser (with 150mJ pulse energy), to simultaneously process the two faces using an integrated beamsplitter. The ablation quality is monitored in real time, and two key characteristics are observed: ablation depth with a proprietary ablation plasma monitoring and ablation width with a vision inspection measurement system.

Laser welding takes place at AMTB Pioneer. After ablation, the two LWB sub-blanks (front A pillar and B pillar) are laser-welded to form the final door ring. At Pioneer, the former CO2 laser welding system was upgraded with a solid-state laser technology: a 5kW fiber laser from IPG Photonics that allows high-speed laser welding. The laser is beam-switched on two substation shuttles-one dedicated to the left-hand door ring, and the second to the right-hand door ring.

Hot forming and trimming (Step 3 of Figure 5) of the LWB-PHS Acura MDX door ring is accomplished at Magna/Cosma (Eagle Bend, TN). The part is heated up to 930°C and then stamped in a cold die. With 1750 × 1600mm size, it's one of the world's largest hot-stamped parts currently in production.
At the end of the quenching process, the steel grade reaches 1500 MPa (UTS property) and more than 480 Hv in hardness. The dramatic increase in the steel properties makes it very difficult to mechanically trim the final stamped part. Cosma uses laser cutting systems to cut the formed door ring into its final shape. Using a 3D laser cutting system for trimming eliminates tool wear.
Future
The success of this LWB-PHS single door ring allows BIW engineers to design more complicated LWB-PHS parts for enhanced body performance. Why not a full LWB-PHS body-side (A-B-C pillar, double door ring)? Why not laser-blanking: High-speed laser cutting of the primary sub-blanks directly from a coil?
Acknowledgement
Usibor 1500 P and Ductibor 450 & 500 PHS grades are registered trademarks of ArcelorMittal.
RENÉ VIERSTRAETE ([email protected]) is senior process laser expert at ArcelorMittal Global R&D Applications Automotive Centre in Montataire, France, and GARY BLACK ([email protected]) is director of manufacturing technology at Arcelor Mittal Tailored Blanks Americas Ltd. in Concord, ON, Canada.