What can lasers do with composites?
TONY HOULT
The widespread use of advanced polymer composites in the aerospace industry is leading to their increased use in other industries—most notably in the automotive industry, where weight reduction is of increasing importance. Composites are by nature entirely inhomogeneous; therefore, their physical properties change significantly over very small areas. In the case of carbon fiber-reinforced polymer (CFRP)—the most widely used employed composite material—the physical properties of the fiber and the matrix are hugely different, as carbon fibers absorb all light wavelengths very efficiently and conduct heat very rapidly, whereas the epoxy matrix absorbs and conducts far less well. Research activity in this area is reviewed here; although some progress appears to have been made using specialized cutting and drilling techniques, there does not appear as of yet to be a clear solution as to how a laser can effectively cut this "worst-case" material at realistic industrial speeds. Similarly, epoxies being thermoset polymers are not thermally weldable, so conventional laser-based polymer welding techniques are not feasible, either. However, pressure from both the aerospace and transport industries to improve cycle times is moving the composites industry towards thermoplastic composites and this review shows that the prospects here are brighter, with lasers already in use for material consolidation. Some recent work on laser welding thermoplastic composites is also presented.
Weight reduction via the use of polymer composites is now gaining rapid acceptance throughout the transport industries—25 percent by weight of the current A380 aircraft is made from composites, and this is set to increase to 50 percent for the upcoming A350 [1]. It is, however, the automotive industry in particular that is pushing composite component manufacturers hard to increase volumes, reduce cost, and decrease manufacturing cycle times.
Composites are made up of individual constituent materials; at least one matrix and one reinforcement material are required, and the matrix surrounds, supports, and maintains the relative position of the reinforcement. A number of combinations are possible and this results in a unique range of mechanical and physical properties, allowing a designer a wide choice of properties for a particular component or structure. This structure, however, is the basic problem with processing composites with lasers, as 1) each component has very different physical properties, and 2) their properties are highly anisotropic.
Because of the spatial and temporal control of laser beams, laser processes are most effective on regular homogenous surfaces, where the beam material interaction phenomena are stable and repeatable in all directions. Although this is not always the case in some engineered materials, small inconsistencies in metals or polymers such as porosity or grain boundaries are usually of a size that does not trouble a high-power laser beam. However, composites are, by their very nature, entirely inhomogeneous and their properties vary dramatically in all three dimensions, depending on the particular location and direction of the laser beam. This is particularly true in the case of continuous fiber-reinforced composites. What's more, if a laser engineer was to choose from a list of possible fibers for reinforcement of polymer composites, the last ones to be chosen would be those that are currently the most widely employed-carbon and glass. Not only do they have dramatically different melting points from the polymer matrices, they also have very different absorption properties and, worse still, carbon and glass have very different absorption properties from one another. This "worst-case scenario" of incompatibility is largely responsible for the real problems that are seen in applying the well-established flexibility of laser processing to the manufacture of lightweight thermoset polymer composites. The advantages in manufacturing flexibility that might accrue from the implementation of laser processes into the manufacturing of composite components are so significant, however, that there are currently many programs worldwide looking for solutions to the issues outlined above.
The benefits of fiber—and fiber lasers
In geometrical terms, a fiber is simply a cylinder with a very high length-to-diameter aspect ratio; this gives fibers one of their most important properties, a very high surface-area-to-volume ratio. High strength along the fiber axis and the large surface area for bonding into matrices are the major reasons why fibers are so widely used as reinforcements. Interestingly, this same geometrical attribute of fibers, the highest possible surface-area-to-volume ratio, is also one of the main reasons fiber lasers have enjoyed such great success in the laser industry. In fiber lasers, the beam is actually generated within the fiber itself and because of this high surface area, the active fiber laser resonator has minimal cooling requirements. Similarly, the small fiber diameter in which the fiber laser beam is generated gives fiber lasers another advantage: only fundamental laser modes are allowed by the small diameter fiber. Therefore, fiber lasers produce the brightest commercially available, high-average-power near-infrared (IR) lasers, and this combination of brightness (focusability) turns out to be one of the many important reasons that they are becoming the most widely used laser source for processing composites.
Thermoset composites
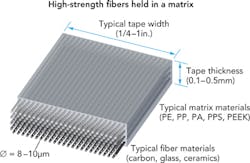
The major industry focus and, hence, the focus of this review is on the thicker, high-strength lightweight composites developed for their mechanical properties. These mostly employ long or "continuous" fibers, as these provide the greatest material property improvements for structural load-bearing components. The traditional technique for manufacturing components is to use sheets woven from the elementary fiber "tows" (an untwisted bundle of fibers), a wide variety of weaves, and many different types of fibers—these are often then laid up manually and impregnated with the matrix material. The newer approach is to use pre-preg (fibers pre-impregnated with resin) tapes (FIGURE 1) and automated tape placement (ATP) machines, giving designers a great deal of freedom to produce high-performance structures with tailored mechanical properties at far higher rates.
A large number of components have been employed in the aerospace industry for many years using epoxy thermosetting materials as the matrix with carbon. E-glass (electrical-grade, lower cost, more ductile) and S-glass (higher tensile strength) continuous fibers are also widely used, and these make the already complex technical challenge for using lasers even more complex in that although the glass fibers themselves will typically not absorb IR laser beams strongly, the coatings on the fibers may absorb.
Although materials such as FR4 (flame-retardant) fiberglass-reinforced epoxy laminates are composites in the broadest sense in that they comprise an epoxy matrix and glass fiber reinforcement, these are used in electrical, non-structural applications. In this case, short-wavelength, 355nm diode-pumped solid-state (DPSS) lasers or longer-wavelength CO2 gas lasers are often employed for machining these materials. Metal matrix composites (MMCs) and ceramic matrix composites (CMCs) have also been laser-processed [2], although to date we are not aware of any significant industrial exploitation of any of this work.
Problems with laser cutting and drilling thermoset CFRP
The irreversible heat curing nature of epoxies means that only ablative cutting and drilling laser processes have been studied, but the primary issue when using lasers to ablate CFRP is the enormous difference between the physical properties of the two major elements of the composite. Carbon fiber does not melt at ambient pressures, but it has a high evaporation temperature >3500°C and polymers typically have a damage threshold at a temperature of ~560°C. Carbon fiber has other properties that make a bad situation even worse; not only is the absorption of all laser wavelengths very high, the thermal diffusivity of carbon fibers is also high. So the thermal energy is absorbed very efficiently and then travels very rapidly along the fiber to damage the low-melting-point matrix. In the case of both carbon and glass fibers, adequate fluence or power density is required to ablate the fibers, and this is invariably much higher than that required to damage the adjacent polymer matrix adjacent to the fibers (FIGURE 2).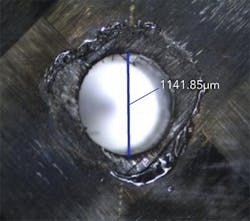
Another problem facing laser cutting of composites is that on a conventionally manufactured CFRP sheet, the laser beam will see constantly changing thicknesses of matrix and fiber loading during piercing and cutting often being directed onto a different position on the warp and weft of the material, and on every occasion when piercing through to start a cut or a drilled hole. As most two-dimensional composite materials are compressed flat as part of the manufacturing process, this means that there is a continuously changing depth of resin for the laser to penetrate before striking the strongly absorbing carbon fibers. In addition, there is inevitably a difference in the number of fibers to be cut, as the fiber tows are elliptical in shape.
An additional issue is that although a lot of progress has been made in the identification of defects in CFRP, it is still difficult to accurately quantify edge defects of the type that are almost inevitably produced when thermally processing these materials with lasers [3].
Progress on cutting and drilling CFRP
Since the mid-1980s, a great deal of effort has been put into laser processing different types of largely two-dimensional CFRP composites [4], and both IR solid-state and far-IR CO2 gas lasers have been used. A range of matrices—mainly epoxy, but with reinforcement fibers ranging from carbon to Kevlar (para-aramid) to E-glass and S-glass fibers—have been laser-processed.
More recently, picosecond and femtosecond lasers have been intensively studied for processing these materials, and some very interesting results have been demonstrated [6]. Similarly, the use of shorter laser wavelengths for machining polymer composites such as CFRP has been demonstrated using nanosecond lasers at 532, 355, and even 266nm wavelengths [5, 6]. The most widely used approach for laser cutting is to employ galvanometer scanners and multiple high-speed passes with no assist gas. A similar approach is used for percussion drilling smaller holes; for drilling larger-diameter holes, a range of techniques using concentric circles and/or helical cutting have been used [7]. With the still-limited average power available from commercially available short-wavelength, short-pulse lasers, effective cutting speeds are slow for anything other than thin materials, < 1mm, although it appears satisfactory cut quality may be achieved. Modeling of the process to determine the minimum possible thermal damage has been done and it was shown that a very high enthalpy is required to remove the carbon. Calculations suggest that several kilowatts of laser power is required to cut 2mm-thick CFRP at a realistic industrial speed of 6 m/min [7]. As cutting speed and thickness is in most instances directly related to the average power of the laser, the cost per watt of laser power will have a very strong influence on the commercial implementation of these processes.
Results were presented recently that show high-quality laser processing of a demonstration structural fuselage component for an AIRBUS A350 XWB [8]. This 2.2mm-thick component was laser-cut and -drilled using a multi-pass, high-speed scanning technique, but ultimately lasers were not chosen, as there was no perceived benefit. Despite all of these challenges, some progress is being made [9]. Using CO2 as an assist gas, galvanometers, and a remote cutting process to reduce heat, combined with different scanning strategies, shows perhaps the most promise, especially if parallel processing is possible on features such as trepanned holes [10].
Other applications for lasers in processing CFRP composites
Paint stripping: A great deal of research has gone on over many years on this topic and there are now several commercial systems available for laser paint stripping of metals, employing both CO2 lasers and continuous-wave (CW) and pulsed fiber lasers. Applying this technology to stripping paint from composites is of real and increasing interest to the aviation industry in particular, as decidedly environmentally-unfriendly chemical techniques are still widely used. There are two subtly different but both very promising approaches to paint stripping from composites-both use fiber lasers, but in one case a CW fiber laser is used [11] and in the other a high-average-power, Q-switched fiber laser is employed. Unfortunately, only limited information is publicly available on the use of these lasers on composites, but the current automatic rotor blade stripping system (ARBSS) for paint removal from composite helicopter rotor blades is an exception [12]. In this case, a pulsed IR laser is used in conjunction with a color recognition system, and this allows paint removal down to the yellow zinc chromate undercoat without damaging the underlying substrate. Removal of the undercoat itself is also possible without damage to the composite substrate using this system if full control of the process using closed-loop feedback is employed. The application of new, high-average-power, Q-switched fiber lasers has allowed cost-per-watt laser costs to be reduced significantly; therefore, using multiple laser sources to increase cleaning rates becomes possible. These lasers now appear well positioned to change the economics of this application as they have in many other fields of laser processing, and commercial prospects are now finally looking excellent after many years of development.
Improving adhesive bond strength with lasers: There are two other laser- and composites-related processes currently being investigated. The first employs ultraviolet (UV) 355nm lasers or 308nm excimer lasers for cleaning and enhancing composite surfaces prior to conventional adhesive bonding techniques. The cost-effectiveness of using UV lasers for surface treatment when compared to conventional surface preparation techniques, such as simple mechanical abrasion or plasma treatments, needs to be carefully considered—improving mechanical keying of the adhesive onto the composite surface alone may not be sufficient to justify a costly laser process. Adhesive bond strength data is notorious for having very wide scatter, and a consistent significant adhesive bond strength improvement (>20 percent) has yet to be convincingly demonstrated on UV laser-treated composite surfaces [13].
Localized repair of damage in composites: The second technique being investigated is to use a pulsed laser to assist with solving another serious problem with composites: repair of localized damage. The proposed solution, which shows promise, uses lasers to ablate the damaged area with a subsequent injection of adhesive and a localized cure [14], but, as in the previous application, the economics of this process when compared to a conventional adhesive bond repair needs to be closely examined.
Recent progress in thermoplastic composites
The rather negative picture presented so far looks decidedly more positive when the greatly increased usage of thermoplastic composites is considered. Thermoplastics are melt-processable; they can be melted and solidified a limited number of times without deterioration in their properties, whereas thermosets undergo a permanent irreversible chemical cross-linking reaction on solidification and subsequent exposure to high heat will cause the material to degrade, not melt. Contributions to this changeover to thermoplastics are made by their improved fracture resistance, recyclability and repairability, chemical resistance, and, most importantly, reduced processing time and cost. Polyetherimide (PEI), polyetheretherketone (PEEK), and polyphenylenesulphide (PPS) are the most widely used matrices, and the same range of carbon or glass fiber reinforcements can be used. As a real example, the new Gulfstream G650 business jet made a successful maiden flight in late 2009 with a novel thermoplastic composite rudder and elevator tail section thermally bonded together to eliminate both cost and weight associated with drilling and riveting or bonding. In this case, the composite parts are based on a PPS matrix and the fibers were in the form of pre-pregs. These are fibers that are pre-impregnated with the resin matrix and then formed to final shape at a later stage with a melt-bonding process. The finished parts remain hard, impact-resistant, stiff, and dimensionally stable—even at elevated temperatures—and are significantly lighter than light alloy components.
Work is underway on developing laser cutting and drilling processes for these materials [15] and although the problematic differences between the physical properties of the matrix and reinforcement still exist, the thermoplastic nature of the matrices holds out hope that improved quality may be achieved after laser processing. But it is the thermoplastic nature of these materials that allows consolidating or thermal welding of composites by lasers, where real progress has been made.
Laser consolidation of thermoplastic composites
In the same way that lasers are replacing heat lamps in other industries, near-IR fiber lasers are now being used for consolidating pre-preg in AFP machines for thermoplastic composites. The laser is becoming a key component in highly advanced tape laying machines (FIGURES 3 and 4). These machines are allowing high-speed manufacturing of complex 3D components, and the spatial and temporal control of the laser beam allows more accurate closed-loop temperature monitoring and improved control over the melting and consolidation processes. Laser heating systems (LHSs) are now being offered as upgrades to legacy hot gas torch (HGT) heating systems for AFP work cells, and this is clearly a trend that will continue. Multi-kilowatt fiber lasers have been selected for this application [16].
Additionally, there is a great deal of interest in upgrading thermoset AFP machines using laser heating. Most existing AFP machines use IR heating currently to increase the tack of the thermoset pre-preg prior to fiber placement, but the broad spectrum light interferes with IR pyrometers preventing real-time temperature control.
Laser welding of thermoplastic composites
Many advanced structural applications require the joining of a thin sheet of woven glass-fiber composite to a thicker carbon-fiber or glass-fiber composite stiffener. Typical applications include stiffened panels for aircraft interiors, aircraft control surfaces, and helicopter rotor blade trailing edges. For most applications, the stiffener may function as a doubler (may be necessary to increase local-bearing loads) or as a stiffening member (to limit deflection/buckling of the facesheet under load). For thermoset composite applications, the thin facesheets are typically adhesive-bonded to the thicker stiffeners. For thermoplastic composites, the facesheets may either be adhesive-bonded (like thermosets) or fusion-welded. Adhesive bonding of large structures has severe limitations with regard to process repeatability, hence the current interest in developing a more automated, reproducible laser bonding technique.
A selection of results are presented from a program of trials [17] performed to assess the feasibility of and determine preliminary mechanical properties of joints between thermoplastic composite components. The principle goals of the trials were to produce composite components that have the required combination of fibers and matrices to achieve mechanical strength and cosmetic requirements for typical aerospace applications, and then to correlate fiber/matrix properties with laser transmission welding processing parameters. The final trials reported here produced laser-welded joints between two PEI matrix composite components: 0.25mm-thick, white-pigmented (WP), S2-glass-reinforced facesheets were welded to 1.0mm-thick, S2 glass fiber-reinforced WP and also to black carbon fiber-reinforced U-section stiffeners.
Using carbon fibers in the lower component of the joint is well known to provide excellent absorption, but long fiber reinforcement of both upper and lower layers with many different possible weave patterns and fiber types all affect the transmission and absorption of the laser light, therefore complicating the process. Typically, unpigmented or natural glass-fiber thermoplastics are laser-welded because of greater transparency to IR wavelengths than pigmented matrix material. In this case, the end application required an aesthetically pleasing white finish, so new techniques were required for welding these pigmented fiber and matrix combinations.
The welding technique is essentially a transmission laser welding technique (FIGURE 5), although the difference here is that because of the higher absorption of the composite facesheets—in particular, the TiO2-filled white colored facesheets—melting took place through the full thickness of the upper layer of the joint. However, these melt zones were almost invisible to the naked eye, especially in the case of the white-colored facesheet materials.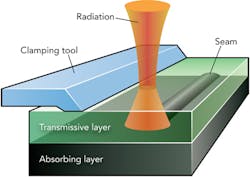
The key feature of these trials was to incorporate three levels of carbon pigment into the white stiffener substrate in a highly successful attempt to improve the joint strength above that of the natural to black composite joint.
A 4.2mm-diameter multimode collimated laser beam from a 1.07µm-wavelength CW beam from a fiber laser was used in all trials. CW average power up to 170W was used; a Cartesian XY motion system was used for relative motion between the laser beam and target. A ¼in.-thick uncoated borosilicate plate was used to clamp the joint components together.
Although the weld lap shear strengths were generally lower than the adhesive lap shear strength, the weld strength will not drive the design as long as the weld width is sufficient. The scalability of fiber laser power will allow a wide range of weld widths at the correct power density with appropriate optics.
The following conclusions were drawn from this early stage laser welding:
1) It was shown that at a power density > 870W/cm2, rapid localized charring was seen if any contamination was present, especially in the case of the unpigmented facesheets. Therefore, it was determined that this power density is the practical limit for a production welding process, as complete cleanliness will be very difficult to obtain in a manufacturing environment;
2) It was also shown that welding a white pigmented facesheet and adjusting the level of carbon in the stiffeners (LC, MC, and HC results are shown in FIGURE 6) produces a stronger joint than welding the natural composite to a black AS4 stiffener substrate;
3) Strong laser-welded joints can be produced where both composite sections are titanium dioxide (TiO2)-pigmented; and
4) A relatively low amount of carbon pigment and TiO2 filler in the lower layer of the joint improved joint strength significantly over the natural-to-black composites. It is suggested that the well-known beam scattering effect of the TiO2 pigment is producing improved mixing in the melt area.
In another separate development, an interesting joining technique known as laser-assisted metal and plastic (LAMP) direct joining is currently being studied [18]. Joints between a range of metals and engineering thermoplastics such as polyamide (PA), polyethylene-terephthalate (PET), and polycarbonate (PC) using IR lasers have been produced, although development is still at an early stage and joint strength and durability needs to be investigated further.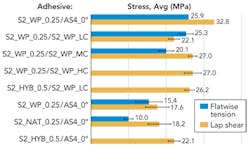
Review conclusions
The inhomogeneous nature of composite materials is presenting major challenges for ablative laser processes to overcome, although some progress is being made. It still remains to be seen whether the capital and running costs of both shorter laser wavelengths and ultrashort-pulse lasers and laser systems will decrease to the point at which widespread deployment of lasers will be cost-effective for cutting and drilling thicker (>3mm) structural polymer composites. Developments in fiber laser technology are helping to introduce new laser processes into composite manufacturing. The increased usage of thermoplastic composites has already led to a new laser consolidation process and increases the likelihood of other laser processes being introduced.
REFERENCES
[1] See http://bit.ly/1rX0uXn.
[2] I. Tuersley, A. P. Hoult, and I. R. Pashby, J. Mat. Sci., 31, 4111–4119 (1996).
[3] G. Gardiner, "Primary structure repair: The quest for quality," Composites World, http://bit.ly/1pw2DGl (Nov. 1, 2011).
[4] M. Flaum and T. Karlsson, "Cutting of fiber-reinforced polymers with CW CO2 laser," SPIE – High Power Lasers and Their Industrial Applications, 801, 142–149 (1987).
[5] W. Inami, K. Ushida, and Y. Shimamura, "Characteristic analysis of CFRP cutting with nanosecond pulsed laser," 2nd Int. Sym. on Laser Processing for CFRP and Composite Materials (LPCC 2013), Yokohama, Japan (2013).
[6] M. Fujita, T. Somekawa, and N. Miyanaga, "Micromachining of CFRP with ultra-short laser pulses," 2nd Int. Sym. on Laser Processing for CFRP and Composite Materials (LPCC 2013), Yokohama, Japan (2013).
[7] R. Weber and V. Onuseit, "High efficiency processing of CFRP," Continuous Wave, http://bit.ly/1xLMlus (2014).
[8] G. Gardiner, "High performance composites," Composites World, http://bit.ly/WRLD3M (2012).
[9] A. Klotzbach, see http://bit.ly/XpC1gR (2013).
[10] A. Wolynski et al., "Effect of process strategies on thermal load during CFRP manufacturing using ps pulses," Proc. ICALEO 2010, M104, Anaheim, CA (2010).
[11] J. Montgomery, "Concurrent Technologies extends work on laser coatings removal system for aircraft," Industrial Laser Solutions, see http://bit.ly/XpDbJh (Sept. 27, 2012).
[12] See http://bit.ly/1lk7mGX.
[13] P. Dickinson, "Effect of surface processing on bond adhesion for carbon fibre composites," Role of lasers in composite manufacture & processing seminar, AILU/NCC, Bristol, England (Sept. 24, 2013).
[14] See http://bit.ly/1qzdcaC.
[15] R. Staehra et al., "The influence of moisture content on the heat affected zone and the resulting in-plane shear strength of laser cut thermoplastic CFRP," 16th Eur. Conf. on Composite Materials (ECcm16), Seville, Spain (June 2014).
[16] Z. August and H. Hauber, "Additive manufacturing of high-performance composite structures," SAMPE 2014, Seattle, WA (June 2014).
[17] D. Dequine, A. Hoult, B. Harju, and S. Hoetzeldt, "Laser through transmission welding of pigmented glass-PEI to glass-PEI," SAMPE 2013, Wichita, KS (Oct. 2013).
[18] S. Katayama and Y. Kawahito, "Laser joining carbon fiber-reinforced plastic to stainless steel," Industrial Laser Solutions, 29, 4, 22-23 and 30 (July/August 2014).
Dr. TONY HOULT ([email protected]) is applications manager at IPG Photonics Silicon Valley Technology Center, Santa Clara, CA, as well as an Editorial Advisor and frequent contributor to ILS.