Fiber and disk lasers in powertrain welding

Solid-state lasers enable efficiency and cost-saving possibilities
ANDREAS MOOTZ
Only a few years back, the "laser world" was very simple for transmission makers: CO2 lasers have been used for welding operations on transmission parts such as driven gears, clutch components for automatic (AT) or double-clutch (DCT) transmissions, all-wheel-drive (AWD) or axle components (FIGURE 1). Many installations use state-of-the-art lasers like TRUMPF's TruFlow series or the ROFIN Slab-Laser DC0xx [1]. These lasers are workhorses and make several million joints per day. System components like weld heads, beam delivery, monitoring devices, etc., are available and mature.

However, during the last five years, one could see a strong trend towards high-brightness, solid-state lasers, such as TRUMPF's TruDisk disk lasers or IPG's fiber lasers. EMAG started using fiber and disk lasers for powertrain components in 2008 when the EMAG ELC 160 powertrain welder was introduced [2]. Since then, we are facing a dramatic technology move away from the CO2 lasers towards fiber and disk lasers. What's behind this?
Running cost comparison
Running cost for a laser welder has two major driving forces—energy and gas cost.
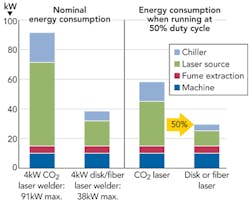
Energy consumption: CO2 lasers offer poor energy efficiency, as a typical 4kW CO2 laser consumes up to 56kW of electrical power if running at maximum output power (4kW). Also, one needs to use more energy to operate a huge chiller with at least 52kW of cooling capacity. A disk or fiber laser with 4kW output power consumes approximately 17 kW and needs a compact chiller.
Gas consumption: CO2 lasers need laser gas and a process gas. State-of-the-art CO2 lasers have low laser gas consumption, allowing the use of premixed gas instead of separate helium, nitrogen, and carbon dioxide. A shield gas such as helium, argon, or any mixture of both is required to stabilize the welding process and to protect the weld surface. The shortage of helium has been on the agenda for a while, but many applications allow argon to be used. Disk or fiber lasers don't require shield gas at all. EMAG recommends air as a process gas for all powertrain applications, which eliminates the need for gas logistics and separate storage. The weld surface will have a thin oxide layer, but the weld quality in general is perfect.
Running cost summary
In a production environment, a realistic duty cycle has to be considered for cost calculation. FIGURE 2 shows an estimate, indicating that running cost may be reduced by approximately 50 percent when switching from a CO2 laser welder to a disk or fiber laser solution.
System layout
For many years, CO2 laser welders have been a "must-see" for any visitor to the shop floor. Huge installations, sometimes in a room separate from the ordinary shop floor, have a large amount of logistics to bring the individual parts to the laser welder and to bring back the welded parts. Beam delivery is demanding, especially when multiple welding stations need to be served by one source.
Welders based on disk or fiber lasers are different-instead of bringing the part to the laser, these systems are bringing the laser to the part. Compact welding stations can be integrated perfectly into the part flow of the production line, reducing the need for material handling devices (conveyors, basket stackers, gantries, robots) as well as the overall footprint. The laser source itself can be located elsewhere, as transport fibers up to 50m in length can be used easily. Since multiple beam exits are standard for disk and fiber lasers, both beam deliveries and controls are simplified to a minimum.
Weld quality
When solid-state lasers were introduced, many users were curious about this new technology, including weld quality (FIGURE 3). The fiber laser weld uses more laser power (3100W vs. 2700W), but welding speed increases even more.
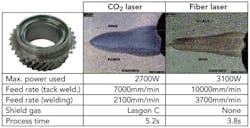
Generally speaking, the fiber laser/disk laser welding process is more efficient than a CO2 laser process, and offers higher welding speed. Also, energy-per-unit length and heat distortion are reduced for most components, making the disk or fiber laser perfectly compatible with today's requirements for more fuel-efficient, lightweight vehicles.
Advantages, but also challenges
Solid-state lasers offer many advantages, such as reduced energy consumption, no need for laser or shield gas, and excellent layout flexibility, but challenges also exist. To make full use of a disk or fiber laser with their slim welds, precision requirements are much higher than before, requiring more precise welding machines as well as more precise tooling.
Many parts require beam position accuracy better than 50μm relative to the true edge position. This includes part tolerances as well as all mechanical tolerances (machine, work holding, clamping) and optical tolerances (focal position, pointing).
A laser welder intended for high-volume production of precision components such as transmission parts has nothing to do with a welding robot or similar. EMAG ELC welders are precise laser machine tools to meet these requirements.
Tooling and work holding are most important for any welding process, especially for welding precision components such as powertrain components. So far, solid-state lasers create far more weld spatter compared to a CO2 laser. This directly impacts the work holding design as well as the fume extraction strategy.
FIGURE 4 shows a tooling design for a typical powertrain component. The tooling completely covers the part to avoid any spatter sticking to the part. Any loose spatter is normally forbidden, as it could scrap a transmission; therefore, the amount of spatter requires special measures. Beside this, fume extraction is most critical for a capable welding process. Fume extraction can become "rocket science" for solid-state laser systems and is more a tooling component than a machine accessory.
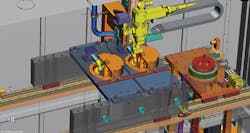
As an example, the ELC 160 has some neat features to meet this requirement: The patented "upper tooling" bridge carries up to three different sets of tooling with an integrated fume extraction tube. Work holding and fume extraction can be changed over by the NC program and allow a complete flexible system and One-Piece-Flow where required (FIGURE 5).

Summary
Both fiber and disk lasers offer numerous advantages, making them the preferred choice for powertrain welding applications. Besides the hard facts such as operating cost savings, energy efficiency, wavelength dependence, and improved process efficiency, they offer soft advantages like better compatibility with production lines, allowing more compact production line layouts. EMAG sees a strong trend towards fiber and disk lasers—to utilize the capabilities of this exciting technology best, though, other system components (welder, work holding, and automation) need to follow.
REFERENCES
[1] See http://www.rofin.com/en/products/CO2_laser/slab_lasers/dc_series.
[2] See www.emag.com/machines/laser-welding-machines.
DR. ANDREAS MOOTZ([email protected]) is the managing director at EMAG Automation GmbH, Heubach, Germany.