Fiber lasers in the aerospace industry
Fiber lasers could satisfy modern aerospace requirements
BILL SHINER
Pulsed Nd:YAG lasers have been the workhorse in multiple material processing applications for several decades. Many of these lasers that were delivered over 30 years ago are still in operation today producing parts. Pulsed lasers operating at 1060nm have attained substantial acceptance in numerous applications and industries, including medical device, aerospace, electronics, and others. Characteristics of these lasers include high peak power, relatively low average power, low electrical efficiency, and inconsistent beam property as power is increased; near-Gaussian spot size at focus; and a requirement for several warm-up pulses to obtain consistent output. In spite of some of these shortcomings, these lasers are widely used, enjoying years of production success. In the aerospace industry, they have become the dominant and accepted method for the drilling of cooling holes in a wide variety of components.
Fiber laser technology
In early 2009, fiber lasers that could operate in the high-peak-power pulsed mode, as well as with relatively high-power continuous operation, were introduced for material processing. These lasers entered the market with peak powers of 3kW and average power of 300W. The technology rapidly advanced to higher peak and average powers. Today, long-pulse fiber lasers are available operating with 20kW of peak power and 2kW of average or continuous power. This advance has made these lasers attractive for adoption in the drilling of aerospace components.
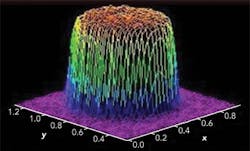
Fiber lasers offer users huge improvement in electrical wall plug efficiency, greatly improved beam brightness (single-mode or low-order operation), no requirement for warm-up, a consistent focus diameter as power is changed, a top-hat mode (FIGURE 1) or pure Gaussian mode at focus, a much higher pulse rate, and great improvement in temporal parameter variation. By utilizing single-emitter excitation, the reliability, power consistency, and versatility of these lasers is a quantum leap over flash lamp-pumped technology.
These new fiber lasers have been increasing market share in completion with lamp-pumped Nd:YAG lasers on new installations, as well as establishing a growing business in retrofitting fiber lasers on existing production machines. Successful conversion to fiber lasers has been accomplished on all previous Nd:YAG production applications. As the market has progressed, high-power fiber lasers are now available to the 20kW peak power level (TABLE).
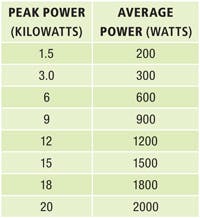
These power levels and average powers encompass production laser processing applications for micro- and macro-welding, thick and thin material cutting, micro- and macro-drilling, and deep engraving, for example.
Aerospace drilling
The aerospace industry is one that can benefit greatly from conversion to fiber lasers. The modern aerospace industry has requirements for millions of holes per turbine engine to provide cooling during operation. These holes are required in a variety of thicknesses, angles, diameters, and geometries. The new class of fiber lasers offers this industry a faster, more versatile, more consistent, and cost-effective tool to meet their requirements.
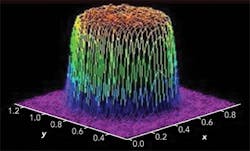
There are two techniques utilized to produce these cooling holes. One is by forming an image the same diameter of the required hole and firing the laser with single multiple shots (percussion drilling) until the hole is drilled. The other is to cut the hole by moving the beam in a circular fashion (trepanning) with a small spot size. In general, producing a trepanned hole is slower, but produces a better geometry than a percussion-drilled hole. However, on some applications, only trepanning can be considered. The diameter range for such a hole is typically 0.015–0.030in (FIGURE 2).

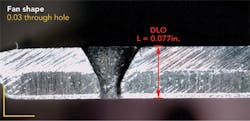
Another aerospace requirement is to produce a fan-shaped entrance to the metering hole (FIGURE 3), which is the exit for the air flow that acts to spread the cooling air over a larger area to provide better cooling of the component. Currently, there are several techniques to produce this shape. One is with a Q-switched laser that has a small focus spot and a scanner that scans the exit after the metering hole is drilled. Laser machining the fan shape is a separate operation that requires two separate lasers and two machines to achieve the final result. The second method is to use the drilling beam at a reduced spot size to create the shape by moving the beam on the CNC machine. However, this method is quite slow in comparison to the two-step operation with the scanner. A third method is to utilize an electrical-discharge-machining electrode to create the fan shape after the metering hole is drilled. An additional requirement is to drill these holes without delaminating the ceramic thermal barrier coating that is present on most of the various components.
Fiber lasers for the aerospace industry
The fiber laser offers several advantages over current pulsed-mode Nd:YAG lasers that are currently used for laser drilling at aerospace companies. Due to the responsiveness of diode-pumping rather than flash lamp-pumping, fiber lasers create a perfect square wave. Nd:YAG lamp-pumped lasers have slow rise and fall times, which results in laser energy below the vaporization point impinging upon the component to be drilled. This energy creates melting, contributes to delamination of the thermal barrier coating, and limits the pulse duration to 1ms or less to meet the re-melt specification. The fiber laser, with its square-wave temporal profile, can drill holes with one 10ms pulse, meeting the recast and micro-crack specification on aerospace material.
For example, when drilling a combustor in the percussion mode, the combustor is rotated for several revolutions, requiring five shots to break through and two to enlarge the exit to meet diameter specifications. The maximum repetition rate for these lasers at the power required is typically 10 pulses/s. The fiber laser can drill the required hole with one long pulse or, if operated at the same pulse duration and energy as current Nd:YAG lasers, can pulse 10X faster. If the hole is drilled with one or two long pulses or multiple pulses, the same hole quality can be achieved. In addition, the fiber laser provides a new technique for limiting back wall damage by controlling the pulse duration at break-through rather than taking multiple pulses after break-through.
The beam profile at focus of a fiber laser produces a spot that has a top-hat distribution, whereas that of a Nd:YAG laser is near-Gaussian. With the Nd:YAG laser, a large portion of the spot profile is below the threshold for vaporization, while the fiber laser—with its top-hat profile—delivers all of its energy above the threshold. Tests show that with this beam profile, less energy is required in the pulse to produce the same drilling result. This is due to the square beam profile and the focused top-hat distribution. These factors relate to the fiber laser being a more efficient drilling laser, and contribute to reducing the thermal damage that creates delamination and increased re-melt area.
Focusing a Nd:YAG laser is a function of its beam divergence. The resulting spot size can change as the power is increased or decreased, which requires a readjustment of focus to obtain the appropriate hole diameter. Some Nd:YAG lasers have built-in intercavity telescopes that can change the beam divergence, but this adjustment requires highly qualified operators, takes time, and requires parameters to be readjusted—many users simply defocus to change spot size. With a fiber laser, since you are focusing the image of the perfectly round fiber, it never changes as the power is increased or decreased. Also, by adding a variable zoom telescope to the system, you can change the spot size on the fly, always in focus, and with a range of 3 to 1.
The agility of operation of a fiber laser is far superior compared to a Nd:YAG laser, as the highly responsive diodes in the fiber can vary the pulse duration and power level on the fly. This allows the operator to create pulse trains at different power levels and pulse durations. For example, the drilling can begin with low-power, short-pulse duration, and increase both to create a structured pulse train optimized for the particular hole being drilled. The same laser can be utilized for drilling the fan-shaped entrance, as the spot size can be reduced and the pulse duration changed to as low as 10μs while still maintaining a peak power to the multikilowatt level.
When operating in the trepanning mode, the fiber laser has demonstrated speeds 10X faster than possible with a lamp-pumped, pulsed Nd:YAG laser, and also adds the advantage that the unit can be switched to the continuous-wave (CW) mode on the fly, with CW power of up to 2kW to cut, at high speed, the larger details required with some combustor designs. These pulsed fiber lasers are ideal for cutting thick details as well as drilling at a high rate of speed.
Production machines for aerospace drilling
A key advantage of fiber lasers is the ease of integration into a machine tool or robotic drilling cell. With the energy delivered through a fiber-optic cable, it becomes a simple task to retrofit to an existing work cell or a new work cell. The accuracy and programing of industrial robots combined with fiber delivery makes it very attractive to construct new drilling cells, taking advantage of the low capital investment and versatility that these robots offer. In addition, combining robots with hexapod systems will allow aerospace companies a new approach in meeting the accuracy demands of production drilling of aerospace components. To date, several large aerospace companies and job shop providers have invested in this technology, which includes new multi-axis machines, robot machines, and retrofits to existing machines.
Long-pulsed fiber lasers offer the aerospace industry an exciting new laser tool that greatly improves the parameters associated with the drilling of cooling holes. Adoption of fiber technology will result in faster speed, higher quality, and more consistent holes, while greatly reducing costs associated with drilling operations. It also offers the aerospace industry the ability to consider geometries and results not possible with previous laser technology. As engine manufacturers become familiar with the advantages of long-pulsed fiber lasers and qualify them for various engine components, the demand for fiber lasers will experience a substantial growth.
BILL SHINER([email protected]), VP-Industrial Products for IPG Photonics, Oxford, MA, is also an industry veteran with several decades of experience introducing laser processing technology into the global manufacturing markets.