Innovation in shipbuilding using vertical-down hybrid laser welding

Approach enables fewer defects and less cost
UWE REISGEN, SIMON OLSCHOK, and CHRISTOPH TURNER
A research project to extend the range of application of hybrid laser welding to the vertical welding positions 3G and 3F (groove and fillet weld) is currently underway. The welding system developed combines a hybrid laser welding process and an opposed second gas metal arc (GMA) welding process. The implementation of a scanning mirror enables an oscillation of the laser beam to avoid welding defects and increase the gap bridging ability, and the usage of an optical sensor system allows seam detection, seam tracking, and an automated selection of the welding parameters as a function of the detected width of the joining gap.
German shipyards are straining under enormous and ever-increasing competitive pressure. While the big Asian shipbuilding nations—China, South Korea, and Japan—have been able to increase their part of the worldwide supply up to 93 percent in 2011, Germany, at only 1 percent, fell to number 8 [1]. As a consequence of this competitive pressure, the German shipyards ceased container shipbuilding during the last couple of years and have concentrated on the building of yachts, cruise ships, marine ships, and special ships. But also in these sectors, the competitors—particularly from Asia—are edging into the market [2]. International competitive pressure and the wage level in Germany (a high-wage country) demand innovative and highly efficient production techniques to be successful in the market.

Meyer Werft (Papenburg, Germany), founded in 1795 and still family-owned, is a typical example for this development. From fishing and pilot boats over container ships and ferries, the shipyard transformed to become one of the leading producers of cruise liners (FIGURE 1). This development is accompanied with a steady effort to improve the production process. In 2000, Meyer Werft was the first shipyard to introduce hybrid laser welding into panel production (up to 20 m in length), and was followed by other European shipyards like Fincantieri or Aker Finyards [3, 4]. This has led to reduced throughput times (high welding speed and high weld-in depth) and reduced follow-up costs (low thermal distortion). Since the implementation of hybrid laser welding, the development has been carried on towards larger panels, higher plate thicknesses, and the usage of solid-state lasers. For that purpose, Meyer Werft maintains an R&D department with a state-of-the-art research lab, and cooperates closely with research facilities such as the RWTH Aachen University - ISF Welding and Joining Institute. Hybrid laser welding (three disk lasers and five CO2 lasers are currently used) has evolved to the most important welding technique for Meyer Werft, as their largest cruise ships (350m long and 40m wide) contain around 450km of hybrid laser-welded seaming and the maximum panel size is 30 × 25m.
In the public-funded project "Fully-mechanised sensor-supported vertical down welding (FaSek)," ISF Aachen, Meyer Werft, and Flensburger Schiffbau (FSG; Flensburg, Germany) work together to extend the range of applications for hybrid laser welding to vertical welding tasks for wall structures. The target is to develop a welding system that features a high welding speed, high degree of mechanization, low thermal distortion, the ability to bridge joining gaps, and to allow plasma-cut workpieces. Such a welding process will be able to substitute the currently used manual vertical-up welding that uses a gas metal arc welding (GMAW) process, which is very time-consuming and cost-intensive.
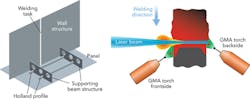
The welding task (FIGURE 2) consists of a vertical weld (butt and fillet weld) with a maximum length of 4 m and plate thicknesses of 5–7mm (Grade A steel) and plasma-cut edges. Due to the clamping, tacking points, and thermal distortion, the joining gap varies between 0 and 3 mm. The welding process consists of two both-sided and concurrent GMAW processes (Cloos Qineo Pulse 450, pulsed arc) and a laser beam welding (LBW) process (TRUMPF disk laser). The hybrid process can be established either on the front or back side of the workpiece by setting the distance of the GMAW processes and the LBW process. The LBW process prevents incomplete fusion in the root point due to the high penetration depth. Another critical defect is incomplete fusion at the sidewalls. These defects can be prevented by an oscillation of the laser beam in accordance to the geometry of the plasma-cut edges and the joining gap. The oscillation at a right angle to the welding direction is enabled by an AC-motor-driven mirror (ILV Scanner), which is implemented in the welding optics. The addition of a seam tracking system (Precitec LPF) that consists of a light-section sensor, correction axis, and control unit allows automated seam tracking and especially an online measurement of the joining gap width. This data is used for the selection of the welding parameters in accordance to the gap width.
Results of the welding trials demonstrate that the welding system, which has been developed in the FaSek project, is capable of solving the described welding task. The key factors to obtain sufficient process reliability for vertical-down welding is to control the volume and the viscosity of the molten pool. The setting of the welding and geometrical parameters (particularly the process distances) has to be chosen carefully to prevent a burning of the arc processes on the weld metal that causes imperfections such as lack of fusion and a high rate of spatters.
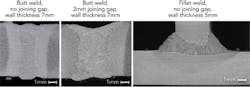
Welding trials show that it is suitable to combine the LBW process with the back-side GMAW process to the hybrid process, and to set a sufficient process distance between the LBW process and the front-side GMAW process. The shipbuilding steel is protected against corrosion with a special primer coating, which is removed at the joint edges to prevent imperfections like porosity. Process safety has been achieved for butt welds and fillet welds (full-depth weld) up to a joining gap width of 2mm (FIGURE 3). A lack of fusion in the root point, particularly in case of a 0mm joining gap, is avoided by the high penetration depth of the LBW process. If joining gaps occur, the oscillation of the laser beam prevents a lack of fusion on the edges, but it is not possible to increase the wire feeding rate in any amount due to the limitation in the volume of the molten pool. If an excess of weld metal has to be attained, a second layer of GMAW can be necessary. Furthermore, it has been shown that the use of plasma-cut edges and, therefore, an elimination of an additional weld preparation are possible. In addition, thermal distortion is very low due to the uniform and simultaneous energy input from both sides of the plates.
Acknowledgements
The Welding and Joining Institute of the RWTH Aachen University wishes to thank all participating partners from the industry for their support. The IGF project 16865 N of the Research Association Centre of Maritime Technologies e.V. (CMT), Bramfelder Straße 164, 22305 Hamburg, has been supported via the AIF e.V. within the framework of the program to promote the industrial joint research and development (IGF) by the Federal Ministry of Economic Affairs and Energy on basis of a decision by the German Bundestag.

References
1. "Ablieferungen und Auftragsbestand 2011," Schiff und Hafen, 2, 36-40, DVV Media Group GmbH, Hamburg, Germany (Feb. 2012).
2. See http://bit.ly/UGrNaF.
3. R. Miebach and H. Lembeck, "Die neue Fertigung der Meyer-Werft - Laserhybridschweißen als Kerntechnologie," Tagungsband, GST 2003, DVS Verlag, Düsseldorf, Germany (2003).
4. U. Dilthey, U. Reisgen, and S. Olschok, "Robot application for laser-GMA hybrid welding in shipbuilding," Proc. ICALEO 2007, 308–315 (2007).
UWE REISGEN([email protected]) is vice dean in charge of studies, SIMON OLSCHOK([email protected]) is head of the beam welding department, and CHRISTOPH TURNER([email protected]) is in the laser welding department, all with the ISF Welding and Joining Institute at RWTH Aachen University, Aachen, Germany.