Intelligent welding
In 2000 the leading UK tailored blank producer, Laser Welded Blanks Limited (LWB; Warley, West Midlands, UK), commissioned it's second welding line, which was produced by specialist system supplier VIL (now Wayne Trail Technologies, Fort Loramie, OH). This second line was designed to produce parts with a maximum length of 2.25 mm or alternatively two medium size parts side by side. Due to the line's high welding speed (11.5 m per minute) all parts possible were transferred to this new line. The exception was a door inner panel for MG Rover, which had part of the weld seam offset by 40 mm. It was in LWB's interests to transfer this part also, therefore a challenge was thrown down to VIL to produce a solution that would allow an offset weld to be made and not affect the welding line's capabilities of speed, set up, process control, and so on.
VIL's solution was to supply a Precitec (Gaggenau, Germany) welding head with integrated seam tracker operated by Windows rather than the original DOS, to upgrade the laser welding monitor, and to add additional blank feeding equipment.
The welding system at LWB is a high-volume production machine for blanks with a maximum width of 2.25 m and is equipped with a GSI Lumonics (Rugby, UK) Multiwave 3.5kW Nd:YAG laser. The VIL system is capable of running 12 various jobs on the line with production speeds up to 11.5 m per minute when joining 1.6mm to 0.7mm thick steel. Rejects and scrap rates are tracked very closely with a typical performance in the 0.5-percent range, which is attributable to the precision edge preparation integrated into the line and the Precitec control. This quality control concept is based on Precitec's Laser Welding Monitor (LWM) system with plasma, temperature, and back reflection sensors mounted on top off the head.
With this set up excellent results have been achieved. The LWB system is connected to a robot that ejects suspect or faulty blanks for later inspection. Over the last two years as little as 0.5 percent has been rejected in house, and a ppm achieved of 68 from the 1.66 million blanks delivered to LWB's UK customers. The serial number of each part can be printed on the steel after welding and can be stored together with the weld data, so it is possible to trace the blank back to the welding campaign, the steel supplier's coil number, and ultimately the steel mill's production reference number.
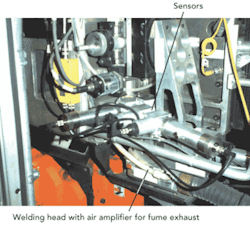
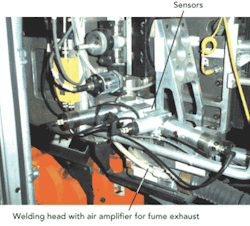
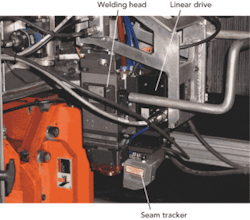
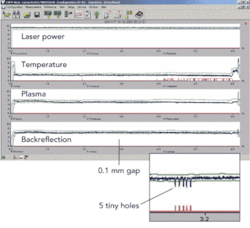
For the 40mm offset blank upgrade, VIL mounted additional sheet handling equipment and the full welding package from Precitec of seam tracker, highly integrated welding head, and the latest version of the LWM. The result is shown in Figure 1. Miniaturized sensors are built into the LWM welding head. The seam tracker works on a triangulation basis in a leading position. Precise alignment is done by a short stroke linear drive. The precision of the seam tracker is in a range of 0.05 mm.
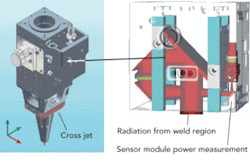
The bottom of the welding head is equipped with a supersonic cross-jet using 3 bar pressurized air, which aids in increasing the lifetime of the protective cover slide to changes every 20,000 blanks. Cleaning is done frequently after 2,000 blanks and a cover slide monitor on scattered light base warns the operator in case of wrong operation conditions. Additional temperature sensors alert the operator in case of cooling water break down or pollution of optical components. A unique feature is the laser power measurement inside the welding head. With every power change in the laser source or any pollution or destruction, related loss of power is detectable.
The visibility of the tiny weld defects is improved because of the higher sampling rate. Back reflection signal is most significant in this case. If the weld gap opens, the back reflection is nearly constant but the temperature signal drops out of limit. The system can achieve several tens of thousands of welds and can be connected to a LAN with a TCP/IP interface.
In the case of an offset of nonlinear weld, a seam tracker is necessary to achieve high-quality welds. But corrections in the case of slight misalignment also lead to better welding results. The seam tracker is also able to measure gap width and misalignment of the sheets before welding. This information can be networked to the LWM for part rejection or to influence welding parameters to produce a good weld. All installations of tailored blank machines with Precitec equipment in Japan are equipped using the concentrated sensor package.
Quality-controlled laser welding is now available with integrated sensors. Intelligent welding components networking together can be beneficial for the tailored blank business. They are useful for linear, offset, and nonlinear welds. Minimum curvature of 50 mm radius can be processed with this equipment. Retrofitting can improve the quality level and the range of use of existing machines.
As a result of the VIL conversion, LWB is now able to use blanks that would not be precision sheared (due to the offset) and to use a blank gauging and locating system, which, in the second weld of the offset pair, would not be absolute (in regards to weld seam placement under the weld head—as is the case in a standard weld solution) and compensated by the welding seam tracking system from Precitec.
Berthold Kessler is with the welding sales department of Precitec KG, Gaggenau, Germany. Visit www.precitec.de.
Laser tailored blank welding
From a very narrow viewpoint—industrial lasers—it's hard to think of a technology that has so dramatically changed the concept of automobile body-in-white as has tailored blank welding, in such a short—just two decades—time.
First implemented for Audi in 1983, when its sheet metal supplier could not supply a sheet of galvanized steel large enough to make a single stamping for a new model sedan so two sheets were laser butt welded together. Almost immediately the sheet metal supplier, recognizing the advantages laser welding provided, implemented laser blank welding for other auto applications in Europe and the U.S., while Toyota quickly jumped on board with blank welds for sunroof reinforcements and cowls.
Shortly thereafter Toyota stunned the global auto industry by introducing a 1990 Camry that used a tailored blank body side ring, composed of different steels and thicknesses, possibly the first laser welded tailored blank.
Today laser welded tailored blanks are used, in one component design or another, on just about every passenger car and sport utility vehicle manufactured around the world. The laser's contributions to auto body design that are in evidence are those body parts that the public sees: beautiful curves in front-end concepts, wide tailgate assemblies, smooth wheel housings, and sharp rear-end designs. And evident only to engineers are engine supports, front rails, lightweight door assemblies, narrow strong pillars, and precise body side rings. Currently some of these are in aluminum rather than steel.
In laser blank welding, an automated system indexes steel or aluminum blanks into a welding station where they are subsequently butt welded to form a new blank that may be composed of like metals, combinations of metals, and combinations of thicknesses. All done automatically, usually in multi-shift cycles.
Because of the laser beam's low total heat input the welded blanks are flat, seams are smooth and pore free, and therefore engineers can place the welded seam in just about any location on the finished stamped body part. Today the weld seams may be curvilinear allowing tailored blanks for a new generation of body components,
Control is the key to successful laser tailored blank welding. Precise location of the defocused laser beam, either CO2 or Nd:YAG, high-quality sheared or laser cut edges, on-line seam tracking, height sensing for thickness mismatch, and weld quality monitoring (described in the feature article) are standard among the equipment suppliers.
In 2004 more than 180 million laser welded blanks will be stamped into automotive body parts. That's a lot of laser welding. —DAB
Did you know...
Axial-flow laser: A gas laser in which the lasing gas mixture is directed through the laser tube in an axial direction. Depending on the design, these can be either the popular fast-axial flow or the less popular slow-axial flow.
Beam splitting: The use of an optical device to split the laser beam into multiple beams, so that more than one location on a workpiece can be processed at one time.
Continuous wave (CW): A laser beam that is produced continuously rather than as a series of pulses.
Diffusion-cooled laser: Typically a CO2 laser design that utilizes gas cooling by diffusion to cool surfaces as opposed to flow through a heat exchanger. This design is simpler and more compact than axial or transverse flow lasers. A commonly used term is "slab" discharge.
Gaussian: The "normal curve," or normal distribution, an example of which is the symmetrical bell shape of the holes created by the uncorrected, unfocused laser beam in its optimum mode. A Gaussian laser beam has most of its energy in the center.
HAZ: Heat-affected zone, or the area where laser beam and metal (or other) surface are in contact.
Laser oscillation: The buildup of the coherent wave between laser cavity end mirrors. In CW mode, the wave bounding back and forth between mirrors transmits a fraction of its energy on each trip; in pulsed operation, emission happens instantaneously.
Oxygen assist: In certain cutting operations, coaxial oxygen initiates an exothermic reaction to enhance the cutting rate for thick metals; in other words, oxygen actually does the cutting, with the reaction being maintained by the laser beam.
Slab laser: A solid-state laser concept in which the beam is amplified through a series of reflections along the walls of the cavity to produce high output powers in a compact laser design.