Mixing it up

Laser stir welding shows promise for the joining of aluminum alloys
R.P. Martukanitz and J.F. Tressler
Laser beam welding offers significant opportunities for reducing costs associated with the fabrication of aluminum structures. Potential applications for laser beam welding include automotive, marine, and aerospace products. Recent analysis for integral shell designs being explored for aerospace structures indicate that laser beam welding could result in reduced manufacturing cost due to automation, less material for joining and sealing, fewer production steps, and improved corrosion behavior.1 Although the expected attributes associated with laser beam welding are attractive to these industries, aluminum alloys also possess certain properties and characteristics that must be addressed for successful laser beam welding. These include its high reflectivity, large differences in vapor pressure between aluminum and many of its alloying constituents, and relatively low surface tension and viscosity in the molten state.2 Past observations have also shown that the establishment and maintenance of the keyhole are highly dynamic processes.3-8 The most convincing evidence concerning the dynamic nature of the keyhole has been presented by Arata et al. and Matsunawa et al. who have clearly shown through the use of x-ray transmission imaging the transitional character of the keyhole during laser beam welding.9, 10 The instability that is often seen in deep penetration laser beam welding is manifested as pore formation near the root of the weld.
A recent development, offering the potential for negating the effect of keyhole instability, involves the manipulation of the laser beam in predetermined patterns. Manipulation of high-density energy sources were originally developed for increasing the ability to bridge gaps in thin section welding;11, 12 however, the process has also been utilized with higher power and optical techniques to manipulate or stir the keyhole, thus obtaining high penetration while also enabling a self-healing effect to overcome perturbations occurring within the process.13, 14 The use of beam manipulation has been shown to be applicable for welding with a Nd:YAG or CO2 laser, and may be equally appropriate for use with the recently developed high-power ytterbium fiber laser. The most proficient application of the technique involves the use of an optical scanner or other device to manipulate the beam with a predetermined pattern relative to the welding direction. It is believed that oscillation of the heat source creates a stirring action that enables a more stable hydrodynamic flow to occur within the pool. Vollertsen and Thomy have also recently utilized an alternating magnetic field to “stir” the weld pool and improve chemical homogeneity within the fusion zone during welding of aluminum with a CO2 laser.15 The objective of their investigation was to magnetically influence the flow within the pool while not manipulating the beam.
Based on the potential of the beam manipulation technique, investigations have been conducted to evaluate circular beam manipulation for welding of aluminum alloys using various joint configurations. The use of circular beam manipulation is believed to provide a stirring action that results in improved weld soundness for laser beam welding of aluminum alloys, which has been verified through high-speed imaging of the weld pool. Hence, the process (shown schematically in Figure 1) is referred to as laser stir welding. It should be noted that implementation of this technique using rotating transmissive optics is relatively straightforward and offers the potential for scaling of powers up to 10 kW.16

Laser stir welding is currently being developed by the Applied Research Laboratory, Pennsylvania State University (State College, PA) for various applications within the automotive, marine, and aerospace industries. The initial investigation involved aluminum alloy 6013-T4 having a thickness of 3.0 mm. Laser beam welds were produced using a TRUMPF 4.5kW diode-pumped Nd:YAG laser with fiberoptic beam delivery through a 600μm diameter fiber. Various weld configurations were evaluated for the 6013-T4 alloy and included butt, lap, and fillet welds, using filler alloy 4047. During this investigation, for the purpose of comparison, welds were also produced using the conventional laser beam welding technique. A rotating transmissive optical system supplied by Laser Mechanisms Inc. (Farmington Hills, MI) was integrated into the laser welding cell.

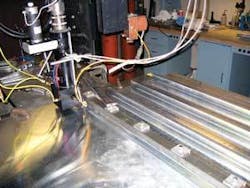
The rotating optics was utilized during laser stir welding (LSW) to manipulate the beam in a circular motion, and involves the addition of two process parameters, circle size and rotational velocity. The system was also used, by deactivating the rotating optics, to produce a stationary beam for conventional laser beam welding (LBW). In both cases, the optical system was moved along the part using a linear positioning system. A photograph of the laser stir welding system used during the initial evaluation is shown in Figure 2, and Figure 3 shows representative macrographs of butt, lap, and fillet welds produced using parameters established for the laser beam and laser stir welding processes. The welds produced using the laser stir welding process, in general, exhibited a wider fusion zone than the welds produced without beam manipulation. This feature is extremely important because it offers the potential for the process to accommodate large gaps associated with joint fit-up, as well as providing improved joint strength and durability for lap weld configurations, where the width of the weld is directly related to shear strength.

Also exhibited is the absence of porosity within the laser stir welds; whereas, pores are evident in the lap and fillet joint configurations of the laser beam welds made conventionally. This is notable because the metallographic specimens were obtained in a random fashion from the completed welds. Other nuances of the laser stir welding process during this evaluation included minor undercutting at the edge of the weld that experienced greater velocity of the heat source relative to the workpiece, for example at the edge where the rotational direction was opposite the linear movement, and ease at which filler material could be successfully fed into the weld interaction area. Although unexpected, the last item has significant ramifications for laser beam welding of aluminum in an industrial environment.

Shown in Figure 4 are results of tensile testing on the laser beam and laser stir welds for the lap and butt configurations for the 6013-T4 material. Note that the 6013-T4 material was post weld aged to represent the T6 condition within the base metal prior to testing. The result of mechanical testing confirmed the improvement in weld strength (shear strength) of the lap welds produced using the laser stir welding process, which could be attributed to the wider weld zone. There was also a slight decrease in the strength of the butt welds produced by the laser stir welding process, which is believed to be due to the undercutting at the weld crown that was observed in these welds.
Experiments were also conducted to ascertain the effect of process variables on weld attributes, notably weld porosity. This involved producing butt welds using the laser stir welding and laser beam welding processes on 6.3mm thick alloy 5083-O. Porosity within the welds was measured using radiography and determining the total number of pores by visual inspection of the radiographs. The amount of porosity was observed to be dependent upon the travel speed, circle size of manipulation, and rotational velocity. Porosity decreased with welding velocity and with increased rotational velocity. These relationships are shown in Figure 5 for laser stir welding with a 3.0mm diameter circle, along with data representing conventional laser beam welding.

Additional evaluations are currently underway to exploit the benefits of the laser stir welding process for applications in the various industries mentioned earlier. Shown in Figure 6 is the laser stir welding system for laser welding of stiffeners. In this case, the beam manipulation device has been augmented with a turning mirror enabling the horizontal welding between adjoining stiffeners.
null
Conclusions
The results of these investigations indicate a high potential for the laser stir welding process to be applied to aluminum alloys. However, these results also indicate that the process requires a greater understanding of the interaction among process variables. The laser stir welding process has been shown to produce improved weld soundness when parameters are chosen that result in increased hydrodynamic stirring of the weld pool and subsequent healing of the keyhole. Evaluations conducted on alloy 6013-T4 indicate that the laser stir welding process is capable of increasing the width of the fusion zone, when compared to conventional laser beam welding, and this increase results in improved shear strength of lap welds. Because a wider lap weld would also decrease stress present within the shear plane under loading, increased fatigue life of laser stir welded joints is also anticipated. Other advantages that could be attributed to the laser stir welding process were also observed and include: the ability of the process to accommodate larger gaps and lateral position, improved control of weld convexity at the root of butt welds, improved control of weld penetration, and decreased sensitivity of wire placement when adding filler material.
R.P. Martukanitz and J.F. Tressler are with the Applied Research Laboratory, Pennsylvania State University, State College, PA.
References
- Zink, W., “Welding fuselage shells,” Industrial Laser Solutions for Manufacturing, (4) 7, 2001.
- Martukanitz, R.P., Smith, D.J., Armao, F.G., Baldantoni, A., “Laser beam welding of aluminum alloys for automotive applications,” Proceedings of the Society of Automotive Engineers International Congress and Exposition, Society of Automotive Engineers, SAE Technical Document 940158, 1994.
- Geidt W. H. and Tong, H., “A dynamic interpretation of electron beam welding,” Weld. J., Vol. 49, 259-268, 1970.
- Semak, V.V., Hopkins, J.A., McCay, M.H., and McCay, T.D., “Melt pool dynamics during laser welding,” J. Phys. D: Appl. Phys., Vol. 28, 2443-2450, 1995.
- Martukanitz, R.P. and Smith, D.J., “Development of the laser beam welding process for aluminum alloys,” Proceedings of the 6th International Conference on Aluminum Weldments, American Welding Society, 309-323, 1995.
- Kaplan, A. F. H., Mizutani, M., Katayama, S., and Matsunawa, A., “Unbounded keyhole collapse and bubble formation during pulsed laser interaction with liquid zinc,” J. Phys. D: Appl. Phys., Vol. 35, 1218-1228, 2002.
- Jan, R., Howell, P. R., and Martukanitz, R. P., “Optimizing the parameters for laser beam welding of aluminum-lithium alloy 2195,” Proceeding of the 4th International Conference on Trends in Welding Research, ASM, 329-334, 1996.
- Martukanitz, R. P., “A critical review of laser beam welding,” Proceedings of the International Conference of the International Society for Optical Engineering (SPIE), Vol. 5706, SPIE, 11-24, 2005.
- Arata, Y., Abe, N., and Oda, T., “Beam hole behaviour during laser beam welding,” Proceedings of the ICALEO, LIA, 59-66, 1983.
- Matsunawa, A., Kim, J., and Katayama, S., “Porosity formation in laser welding-mechanisms and suppression methods,” Proceedings of the 17th ICALEO, LIA, G73-G82, 1997.
- Rubben, K., Mohrbacher, M., and Leirman, E., “Advantages of using an oscillating laser beam for the production of tailored blanks,” Lasers in Materials Processing, SPIE, Vol. 3097, 228-243, 1997.
- Coste, F., Fabbro, R., and Sabatier, L., “Applications of vision to laser welding: Increase of operating tolerances using beam-oscillation and filler,” Proceedings of the 17th ICALEO, LIA, 21-29, 1997.
- Stol, I. and Martukanitz, R. P., “Laser welding with beam oscillation,” U.S. Patent No. 6,740,845, 2004.
- Zhang, X., Chen, W., and Bao, G., “Improvement of weld quality with beam-weaving laser welding,” Proceedings of the 23rd ICALEO, LIA, A264-A273, 2004.
- Vollertsen, F. and Thomy, C., “Magnetic stirring during laser welding of aluminum,” Proceedings of the 23rd ICALEO, LIA, 16-24, 2004.
- “New horizons in laser welding,” Industrial Laser Solutions for Manufacturing, Vol. 20 (4), 5, 2005.