Compressed ferrules form snug fiber connections
MICHEL RONDEAU
Fiberoptic splicing and connecting are critical to system performance, yet traditional methods of performing these tasks have significant drawbacks. Epoxy connectors are messy and time-consuming to install, and curing of the bonding material can be problematic. The epoxy is also unstable at high temperatures. Nonepoxy "crimp and cleave" connectors secure the fiber by crimping only in the back of the connector while leaving the front tip of the fiber loosely confined within the connector ferrule.
Valdor has developed a line of nonepoxy connectors, mechanical splices, and other fiberoptic accessories in which the fiber is firmly secured at both ends of the ferrule. This impact mount technology eliminates epoxy and offers advantages over crimp and cleave connectors.
Technology concept
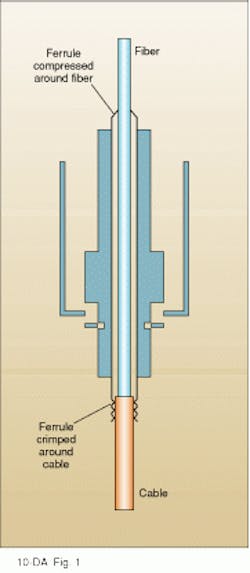
In the impact mount process, a single fiber or a fiber bundle is inserted into a metal ferrule with a diameter larger than that of the fiber. This assembly is placed in a device that compresses both top and bottom ends of the ferrule around the fiber. In the case of Kevlar-coated cables, additional crimping is done at the rear of the connector body over a large crimp sleeve (see Fig. 1).
The overriding challenge in developing this process has been to design a tool that could evenly compress a metal ferrule around a fiber or lens (see Fig. 2). When dynamic force is uniformly applied to the surface of the ferrule and the fiber, pressure is spatially distributed during compression of the ferrule, and the fiber is left intact. Any possible stress induced by the impact does not affect fiber performance because it is at the front of the connector near the boundary of the waveguide. In the rear, the fiber buffer serves as protection from any stress induced by regular crimping.
Because of the cold-flow properties of the ferrule, the fiber can be undersized by as much as 25% of the opening; thus, one size of connector can accommodate many different fiber sizes. Only a few different sizes of connector are necessary to span fiber diameters ranging from 125 to 2000 µm.
The impact connector ferrules are made from various metal alloys, the most common types being stainless steel and nickel alloy. The main body of the connector can be all metal or constructed with glass-reinforced polymer.
Features and benefits
Most types of fibers, from all-silica to all-plastic, can be mechanically terminated. The impact mount approach not only mounts fibers securely at both ends of a connector without epoxy, but it totally eliminates gaps between fiber tips and connector ferrules. As a result, fiber/connector concentricity is improved and pistoning does not occur, even at temperatures as high as 150°C. Because a tight metal sheath surrounds the fiber, power handling and heat dissipation are optimized. Fiber end-polishing is easier than with the ceramic ferrule or epoxy coupling methods in which fiber recess frequently occurs due to different rates of abrasion between the much harder materials and fiber.
A typical connector has an insertion loss of less than 0.5 dB and return loss of 40 dB. Uniform connector hole sizes minimize fiber insertion angles and improve concentricity.
Impact mount technology can be down-scaled to mount miniature fiber bundles and lenses without epoxy. In addition, miniature connectors can be custom designed to meet specifications.
Mechanical mounting of fiber bundles results in very repeatable fiber configurations with significant labor and cost savings. The nonepoxy feature is especially critical for fluorescent applications where organic materials will introduce noise interference.
Space limitations make mounting microlenses to optical fiber by the conventional epoxy methods difficult. Impact mount technology is well suited to endoscopic applications in which miniaturization for easy maneuvering is desirable. Sterilization of the optics and fiber at elevated temperatures in an autoclave does not present a problem because no epoxy is present.
Recent product developments
Valdor has introduced a mechanical impact splice kit (VISKit) and a high-power coupling probe with disposable tips. The product line also includes premium, all-metal impact connectors and more-economical glass-filled, resin-body/metal tip connectors.
Permanent impact splices are designed to function essentially as miniature termini, offering similar features and benefits as nonepoxy impact connectors. The fiber tip is firmly secured in front, preventing pistoning and movement. This rugged design provides performance superior to other mechanical splices.
A splice kit for field use is currently under development for Valdor telecommunications and avionics customers, including NASA, Boeing, and the US Army. Preliminary evaluations have been extremely favorable. Initial tests yield impact-spliced fiber operating temperatures exceeding 150°C without failure and insertion losses less than 0.5 dB.
Working with Los Alamos National Laboratory under a CRADA grant, Valdor is exploring the full potential of its high-power coupling probes. The key to this patented technology is the design of the coupling device and the superior performance of Valdor impact connectors. The probes have been tested with powers as high as 100 W without significant performance degradation. Disposable tips are cost-effective because the expensive main cable is reusable.
Valdor has also developed a reliable impact mount process to assemble sensors and thermocouples for the semiconductor equipment industry. This new process dramatically improves performance while reducing manufacturing time and costs.
Future outlook
The impact mount technology has proven to be very versatile. Application-specific products are now under development for both industrial and medical applications. One strategic alliance has already been formed that targets the medical market: ValQuest Medical (San Jose, CA), a joint venture with LifeQuest Medical (San Antonio, TX), specifically markets all medical fiberoptic accessories. Valdor is currently in negotiations with Amphenol Aerospace (Sidney, NY) to structure a strategic alliance/joint venture for the avionics market. As more new products are identified and developed using patented impact mount technology, the connector market should continue to grow.
Michel Rondeau is president and CEO of Valdor Fiber Optics, 2200-B Zanker Rd., San Jose, CA 95131.