Radiometric calibrators spar with data certifiers
Radiometric calibrators spar with data certifiers
John C. Kemp
Logan, UT--The final session of the 5th annual Infrared Radiometric Sensor Calibration Symposium, cosponsored by Space Dynamics Laboratory of Utah State University (SDL/USU) and the National Institute of Standards and Technology (NIST) last May, included an intense open forum discussion on data certification. The discussion was held to air concerns arising from the sometimes adversarial relationships between calibrators and data certifiers.
Some of the approximately 100 attendees at the symposium expressed concern that the costs associated with data certification are often ignored in the proposal process because of the strong competition for the limited dollars available for sensor production. Others said that it is better to fly half the number of sensors with full confidence that the data will be meaningful, because certified calibration procedures were followed and certifiable results obtained. Emphasized was an axiom often quoted by calibration teams but ignored by sensor manufacturers: "We should spend as much time and money calibrating and understanding an instrument as was spent in creating and producing the instrument."
The closing paper on the certification debate, "Data Certification: A Certifier`s Perspective," was presented by Thomas L. Murdock of General Research Corp. (Danvers, MA). Murdock described his certification philosophy--that instrument calibration must address the needs of both current and future users--and a method for meeting this goal, the future user test. He explained that an intelligent user should be able to reconstruct the calibration from the documentation and datasets and trust the characterization based on the archives. Ensuring this level of confidence requires formal review and acceptance of the calibration/characterization document as well as the Convert process, including the algorithm, verification of the code, and end-to-end testing on specified datasets.
Murdock observed that successful data certification is only possible with commitment and cooperation from both the program office and the sensor vendor. He recommended that the program office establish a cooperative relationship between a program office certification representative and the sensor vendor, develop certification requirements early in the program, and establish a program-office-level organization to enforce requirements.
His recommendations to sensor vendors included estimating costs associated with certification at the start of the program and establishing a process that allows recosting if requirements change. The vendor must also become an active participant in the certification process. He added that a responsive and responsible sensor vendor can meet certification requirements on time, because certification can be viewed as documenting work that was already planned. It also provides a visible platform for future competitive sales.
Calibration of blackbodies
Another session at the symposium was on calibration tools and techniques. Three of the papers dealt with various aspects of blackbody sources. "Determination of Diffuse-Walled Blackbody Cavity Emittance," by Andrew Shumway of SDL/USU, described a technique using an effective emittance equation to determine the effective cavity emittance of diffuse-walled blackbodies.
This approach divides blackbody cavities into multiple surfaces of constant effective emittance and then uses view-factor considerations to define relations among cavity surface sections. This method is simpler than the complicated mathematics normally associated with cavity-enhancement computations. The approach was applied to evaluate the effective cavity surface emittance for several basic cavity shapes and to compute the cavity normal spectral emittance of a commercially available blackbody.
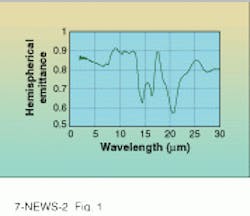
A sample of material representing the blackbody interior core was prepared in the manner specified by the manufacturer. The spectral hemispherical emittance was then measured by an outside laboratory (see Fig. 1).The cavity was divided into 40 axi-symmetric surface sections to apply the effective emittance equation. Four detectors of various sizes were used to compute cavity normal emittance curves as a function of surface emittance. Using these curves and the measured surface hemispherical emittance curve, the spectral normal cavity emittance for various detector diameters was computed (see Fig. 2). The computation shows that radiation transfer when using a blackbody is dependent on knowledge of the exact portion of the cavity seen by the detector and is a function of wavelength. If, for a particular calibration, precise knowledge of cavity emittance is needed, the manufacturer`s specification sheet is useful only if the manufacturer`s methods for determining the specified cavity emittance are known.
JOHN C. KEMP is a research project engineer at the Space Dynamics Laboratory/Utah State University, 1695 North Research Park Way, Logan, UT 84341-1942. He served as technical chair of the 1995 IR Calibration Symposium.
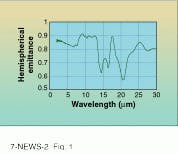
FIGURE 1. Spectral hemispherical emittance of type 310 heavily oxidized stainless steel was calculated from measured spectral directional reflectance.
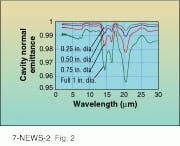
FIGURE 2. Cavity-normal spectral emittance curves as viewed on-axis from four different diameter detectors were calculated for a cavity fabricated from Fig. 1 material.