FIBER LASERS: Fiber lasers poised to impact aerospace component drilling
BILL SHINER
The aerospace industry drills millions of holes during the manufacture of modern turbine engines. These holes are required in turbine blades, vanes, combustors, and afterburners to provide cooling air over the components and are drilled at a variety of angles, thicknesses, and diameters. These components, manufactured from super alloys, are also coated many times with a ceramic thermal barrier coating (TBC).
There is a current shortage of hole-drilling products capable of meeting the demands of commercial and military engine manufacturers. Lamp-pumped Nd:YAG lasers have been the work horse and have dominated the aerospace drilling market for decades, but the fiber laser is now under strong consideration by the aerospace industry for implementation on production lines.
Hole diameters are produced by focusing a laser to either the desired hole size (percussion drilling) or by cutting round holes (trepanning). These holes vary in diameter from 0.010 to 0.250 in., with thicknesses greater than 0.5 in. and entrance angles from 30° to <10°. In addition, some components such as combustor designs require larger cut details.
Nd:YAG lasers used for percussion drilling typically have an average power of 200 W with peak powers reaching 20 kW. When percussion drilling, the laser pulse duration is typically 600 μs to 1 ms with peak powers from 10 to 20 kW. With a pulse energy of 20 J required for some holes, this limits the pulse repetition rate to 10 pps. These lasers can operate at longer pulse durations, which would result in fewer pulses and more rapid drilling; however, the recast layer tends to increase, making it difficult to meet the hole specification.
When using percussion drilling, multiple pulses are required to drill the hole and typically a few extra pulses are needed to ensure breakthrough and size at the exit. The number of pulses vary depending upon thickness, with five to seven pulses typical for drilling a combustor, for example. Care must be exercised if the holes are closely spaced as too much heat buildup could delaminate the TBC. In practice, many of these holes are drilled on-the-fly where the combustor would require seven revolutions to complete the hole as a way to minimize heating and prevent the resulting delamination.
Trepanning is the other technique used on combustor drilling. It is much slower, but the finished parts have more consistent holes with better flow characteristics. Trepanning can eliminate the requirement for rework that can occur with percussion-drilled holes.
Vanes and blades are usually drilled in the percussion mode, although some manufacturers prefer the trepanning mode. Back wall strike is a concern because of the minimal distance to the back wall. Vanes and blades are usually filled with a variety of materials that prevents the laser from damaging the back wall and that can be removed after the drilling process. The fill material varies depending on engine manufacturer.
Fiber lasers compete
A fiber laser can duplicate the process parameters of an Nd:YAG laser and offers significant speed advantage, greatly reduced maintenance cost, and an opportunity to improve processing parameters. Standard 20 kW fiber lasers can be operated at 20 kW of continuous power and modulated >5000 Hz. However, these lasers are quite expensive, and it would be difficult to take advantage of the high rep rate capability. A new generation of fiber lasers has been developed specifically for aerospace drilling, offering high peak power with a somewhat lower average power. For example, IPG Photonics has five models available with 9–20 kW of peak power and continuous-wave (CW) operation from 900 W to 2 kW.
Numerous applications trials with aerospace companies have demonstrated important advantages for the fiber laser. Unlike an Nd:YAG laser, the pulse duration can be increased to produce holes in one pulse that meet the aerospace specification with repetition rates of 50 to >100 holes per second. Pulse duration can range from 3 to 10 ms and still meet the recast and micro-crack specification that with an Nd:YAG laser would require multiple pulses to accomplish. This is possible because the fiber laser output pulse is a square wave with peak power maintained throughout the pulse, with no tail that adds to recast; this is not possible with a pulsed Nd:YAG laser. The fiber laser also provides a top hat profile at focus that does not contribute to recast present in the wings of an Nd:YAG laser profile at focus.
Variable pulse duration opens up a new control feature when using fiber lasers. Rather than taking extra pulses after breakthrough to size the hole—which raises concern about back wall strike—a new parameter of pulse duration can be programmed to limit back wall damage. Cross-section analysis shows that when using the laser for drilling multiple pulses, if the laser is stopped before breakthrough, the bottom of the blind hole is at size with a top hat profile. In similar tests with a Nd:YAG laser, the bottom of the hole profile is more Gaussian with a hot center portion, which makes it more difficult to obtain larger diameter holes and still meet the hole specification at exit. The fiber laser at breakthrough is at size, with no additional shots required to meet the specification.
A fiber laser also can produce pulse trains not possible with lamp-pumped devices. For example, a laser can be programmed to penetrate the TBC at a lower pulse energy and a shorter pulse duration and then increased in both power and pulse duration as it propagates though the material, and then again programmed before breakthrough to minimize back wall strike. These parameters can be changed on-the-fly because of the dynamic performance of the single-emitter pump diodes.
When operating in the trepanning mode, the fiber laser has demonstrated up to 10X greater throughput when compared to the Nd:YAG in trials conducted on aerospace combustors. This is significant because with fiber lasers the higher consistency with a trepanned hole at these higher rates could allow manufacturers to switch to trepanning their components rather than percussion drilling (see Fig. 1).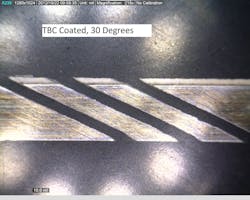
Many aerospace components also require cutting larger details. With a fiber laser, the unit can be switched on-the-fly to the CW mode, providing up to 2 kW of continuous power, which allows for high-quality, high-speed cuts not possible with a pulsed Nd:YAG laser.
Additional benefits of fiber laser drilling
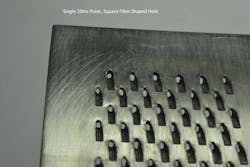
Another area of interest is the use of square output fibers. Preliminary studies have shown that, with one pulse, a large square entrance hole can be produced at focus with a round exit metering hole (see frontis). The ratio of the square to round hole can be adjusted optically (see Fig. 2). In other trials, it is quite easy to drill elliptical holes on-the-fly. This is possible by combining long pulse drilling with a high rotational speed on circular components at high repetition rates. These processes require further study and testing and may result in a faster way to produce the shaped holes required by engine designers.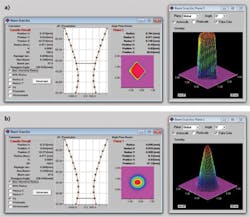
From the machine standpoint, the use of fiber lasers opens up some important considerations. Because of the throughput and rapid switching capability of fiber lasers, it becomes attractive to drive more than one workstation from the same fiber laser source. The fiber delivery rather than hard optics can eliminate one or two rotary optics, with their cumbersome alignment that is required on current five-axis designs, and opens up the consideration of using robotic motion systems on some aerospace applications. Current robotics technology has progressed in programming and accuracy to the point where it should be considered for future aerospace drilling platforms.
Bill Shiner is vice president of IPG Photonics, 50 Old Webster Road, Oxford, MA 01540; email: [email protected]; www.ipgphotonics.com.